6 Assi
nin
Parameters to the Control and the PLC Pro
ram
6
03.96
6.9 Axes and spindles
6-128
Siemens AG 2000 All Rights Reserved
SINUMERIK 840D Installation and Start-Up Guide (IAD) – 04.00 Edition
In the case of the machine data with the “Control parameter set no.” field
parameter, the first field is used for normal axis operation. In the case of
interpolations which include one spindle, e.g. with G331 (tapping without
compensating chuck), the selected gear stage determines the appropriate field
of the axes involved (1st gear stage –––> field index 1). This applies to all
machine axes which can be traversed via geometry axes. See Section 6.9.2.
In the case of axes which interpolate with a spindle during thread cutting opera-
tions (G33, G331, G332), the machine data with indices [1]...[5] must also be
supplied with appropriate values.
All existing gear stages must be parameterized for rotary axes that are to be
operated as a spindle with gear stage change (indices [1]...[5]).
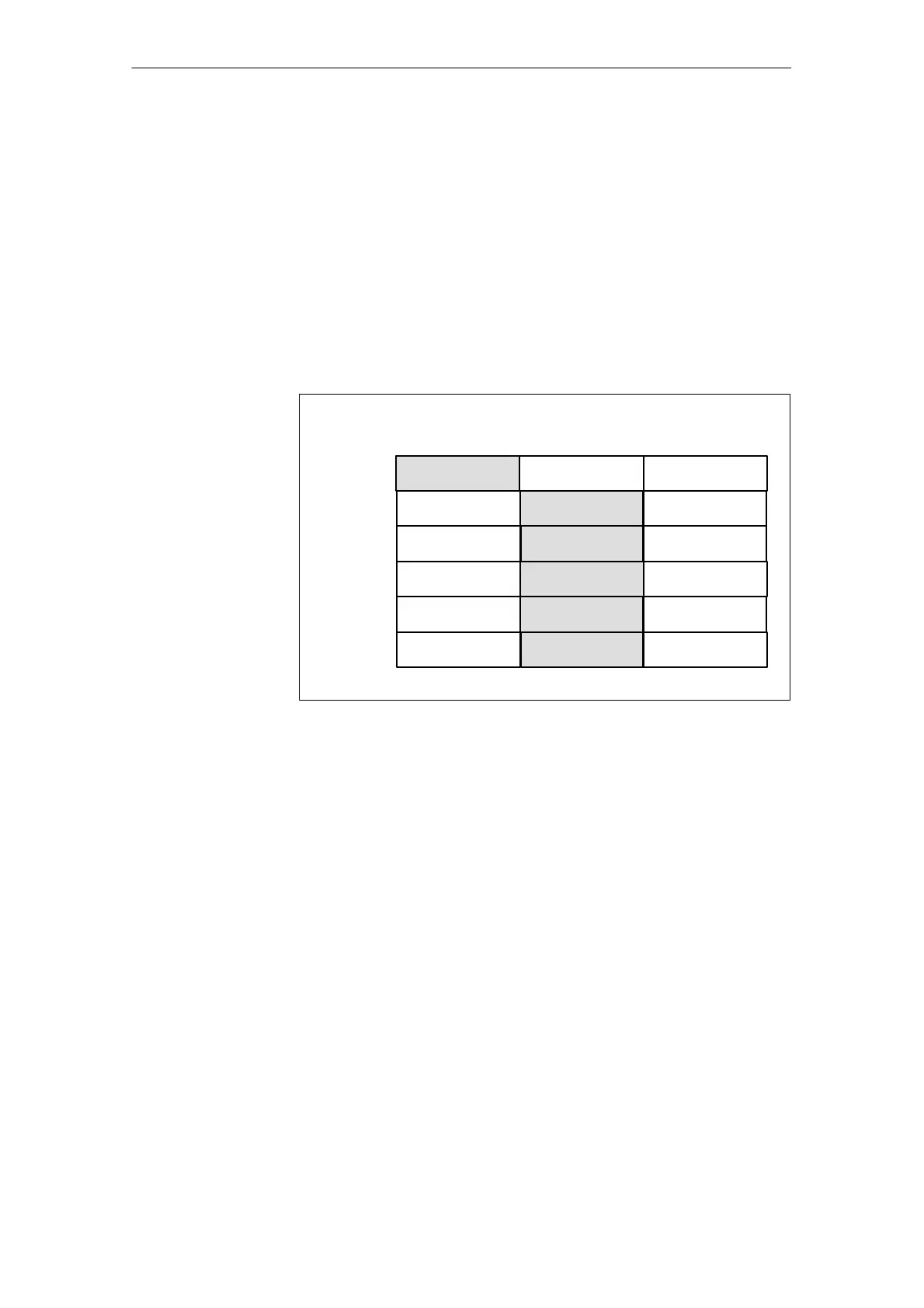
Parameter set
1
2
3
4
5
0
Default
Spindle in
axis mode
Axis interpolates
with spindle (G33)
Axis interpolates
with spindle (G33)
Axis interpolates
with spindle (G33)
Axis interpolates
with spindle (G33)
Axis interpolates
with spindle (G33)
Spindle mode
Spindle mode
Spindle mode
Spindle mode
Spindle mode
1st
3rd
2nd
4th
5th
As specified by
manufacturer
Spindle gear stage
Axis Spindle
Fig. 6-15 Validity of parameter sets in axis and spindle modes
MD 31050: DRIVE_AX_RATIO_DENOM (denominator load gearing)
MD 31060: DRIVE_AX_RATIO_NUMERA (numerator load gearing)
MD 32200: POSCTRL_GAIN (K
V
factor)
MD 32800: EQUIV_CURRCTRL_TIME (substitute time constant, current control
loop for feedforward control)
MD 32810: EQUIV_SPEEDCTRL_TIME (substitute time constant, speed
control loop for feedforward control)
MD 32910: DYN_MATCH_TIME (dynamic response matching time constant)
MD 36200: AX_VELO_LIMIT (threshold value for speed monitoring)
MD 32200: POSCTRL_GAIN [0,Z1] = 1 (K
V
for normal axis operation)
MD 32200: POSCTRL_GAIN [1,Z1] = 1 (K
V
for G331, spindle gear stage 1)
MD 32200: POSCTRL_GAIN [3,Z1] = 1 (K
V
for G331, spindle gear stage)
MD 32200: POSCTRL_GAIN [0,X1] = 1 (K
V
for normal axis operation)
MD 32200: POSCTRL_GAIN [1,X1] = 1 (K
V
for G331, spindle gear stage 1)
MD 32200: POSCTRL_GAIN [3,X1] = 1 (K
V
for G331, spindle gear stage 3)
Parameter sets
Axis
Spindle
Example

 Loading...
Loading...


























