6 Assi
nin
Parameters to the Control and the PLC Pro
ram
6
03.96
6.9 Axes and spindles
6-118
Siemens AG 2000 All Rights Reserved
SINUMERIK 840D Installation and Start-Up Guide (IAD) – 04.00 Edition
6.9.5 Parameterization of incremental measuring systems
The following table lists all the data that you need to enter in order to match a
rotary encoder.
Table 6-11 Machine data for matching rotary encoders
Machine data Linear axis Rotary axis
Encoder on
motor
Encoder on
machine
Encoder on
motor
Encoder on
machine
30300: IS_ROT_AX 0 0 1 1
31000: ENC_IS_LINEAR 0 0 0 0
31040: ENC_IS_DIRECT 0 1 0 1
31020: ENC_RESOL Marks/rev. Marks/rev. Marks/rev. Marks/rev.
31030: LEADSCREW_PITCH mm/rev. mm/rev. – –
31080: DRIVE_ENC_RATIO_NUMERA Motor rev. Load rev. Motor rev. Load rev.
31070: DRIVE_ENC_RATIO_DENOM Encoder rev. Encoder rev. Encoder rev. Encoder rev.
31060: DRIVE_AX_RATIO_NUMERA Motor rev. Motor rev. Motor rev. Motor rev.
31050: DRIVE_AX_RATIO_DENOM Spindle rev. Spindle rev. Load rev. Load rev.
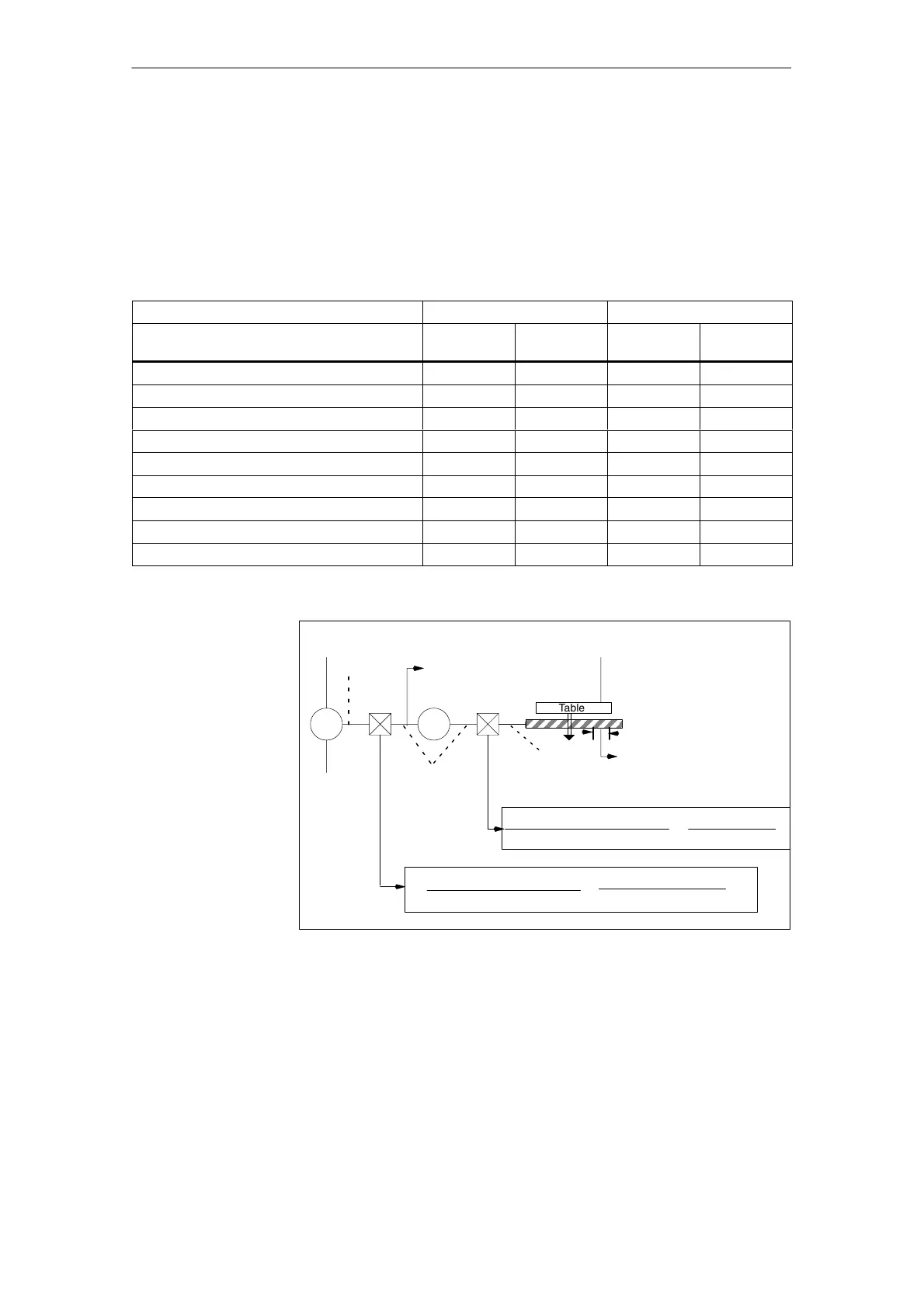
M
IS_ROT_AX=0
Table
ENC_IS_LINEAR_=0
ENC_RESOL
G
DRIVE_AX_RATIO_NUMERA No. of motor rev.
DRIVE_AX_RATIO_DENOM
=
No. of spindle rev.
ENC_IS_DIRECT=0
LEADSCREW_PITCH
n
Encoder
Measuring
gearing
n
Motor
Load
gearing
n
Spindle
Leadscrew
DRIVE_ENC_RATIO_NUMERA
DRIVE_ENC_RATIO_DENOM
No. of motor revolutions
No. of encoder revolutions
Fig. 6-9 Linear axis with motor-mounted rotary encoder
Rotary encoders
Linear axis with
motor-mounted
rotary encoder

 Loading...
Loading...


























