机床产品/Machine Tool Products
–
22/220 Series Controller Application Manual
Backlash Compensation–39
•
•
•
A relative displacements can happen when machine decelerates and stops.
When an axis decelerate and stop under cutting mode (G01), almost no relative displacement
between screw and bench has occurred due to the lower inertia.
When an axis decelerate and stop under rapid traverse mode (G00), the bench will move an extra
distance after motor stop due to the higher inertia.
An excessively large relative displacement is regarded as same directional backlash, this case can be
treated with Box Way Compensation.
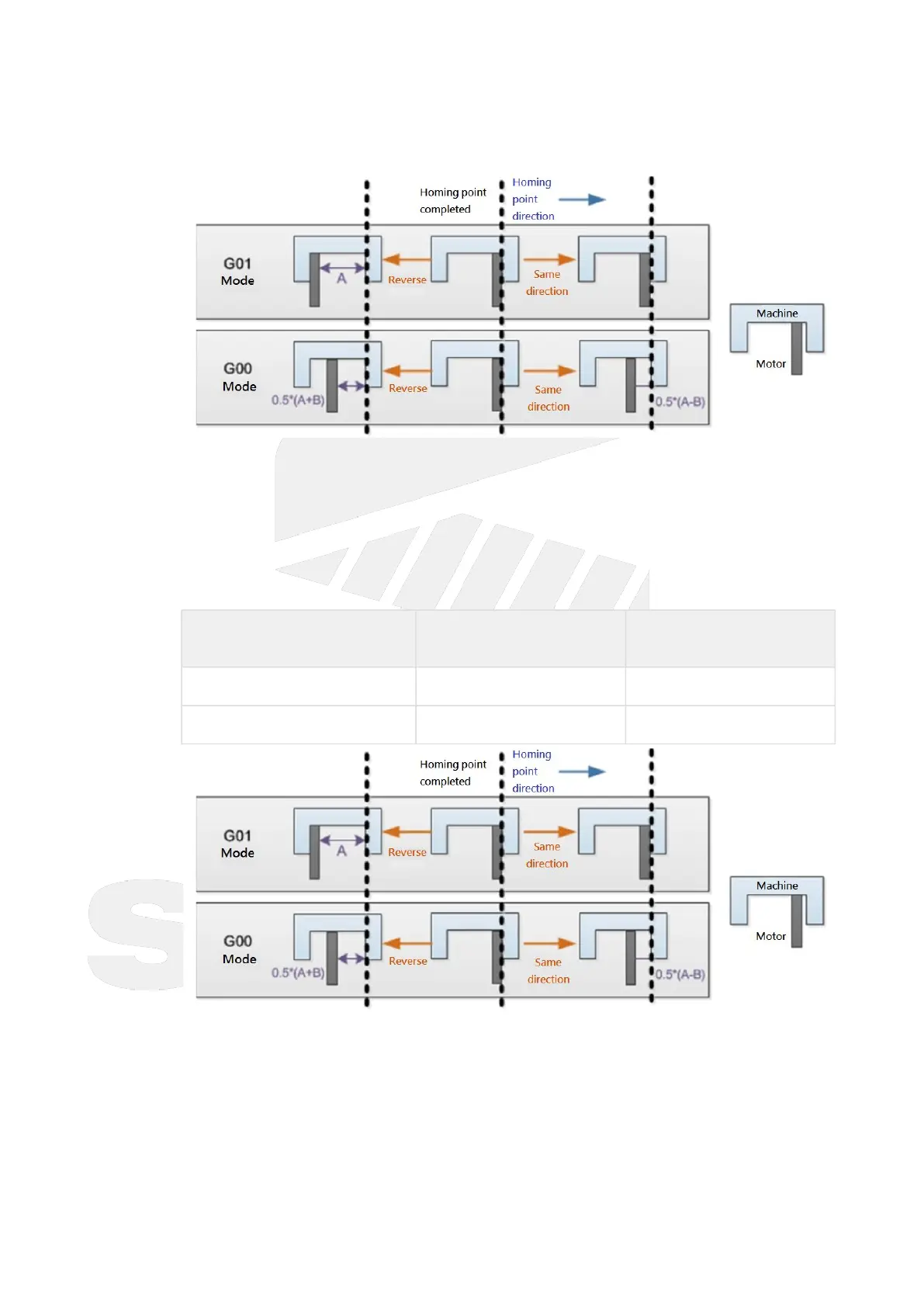
The backlash compensation amount of different direction under "Rapid Traverse" and "Cutting"
modes are in the table below: Assume No1241 = B, No1261 = A
Same as Homing Direction Opposite to Homing
Direction
Rapid Traverse (G00) 0.5*(A-B) 0.5*(A+B)
Cutting (G01) 0 A
As figure above, assuming the machine completed homing and start movement or machining.
G01 mode, moves in the same direction as the homing, no compensation needed due to lower speed
and stopping inertia
G01 mode, moves in theoppositedirection as homing, A amount compensation is required to
overcome backlash.
G00 mode, moves in the same direction as homing,position command should subtract 0.5*(A-B)

 Loading...
Loading...