Chapter 9
164
UM10349_PCNC1100_Manual_0916A
Maintenance
5. In MDI eld, program a posive X move of .01” at a feed rate of 5 IPM: G01 X.01 F5. The
spindle head moves slightly in +X direcon. When nished, indictor should read .010”.
6. Program an X move back to 0: G01 X0 F5. The spindle head moves slightly in the -X direcon.
The X DRO should say 0; however, the dial indicator should read a number very close to 0. This
value is the measured lost moon.
9.3.3 Gib Adjustment
9.3.3.1 Overview
PCNC mills use dovetail-gibbed ways to guide the X-, Y-, and Z-axis moon.
Over me, the dovetail ways and gibs wear from sliding fricon and it may be necessary to ghten
the gib to reduce axis backlash. To compensate for wear, the design of a dovetail-gibbed way allows
for the posion of the gib to be adjusted to maintain an appropriate sliding clearance.
A properly adjusted gib minimizes lost moon by balancing convenonal backlash and sliding
fricon. A gib that is too loose results in excessive convenonal backlash; a gib that is too ght
cannot adequately support an oil lm resulng in excessive sliding fricon.
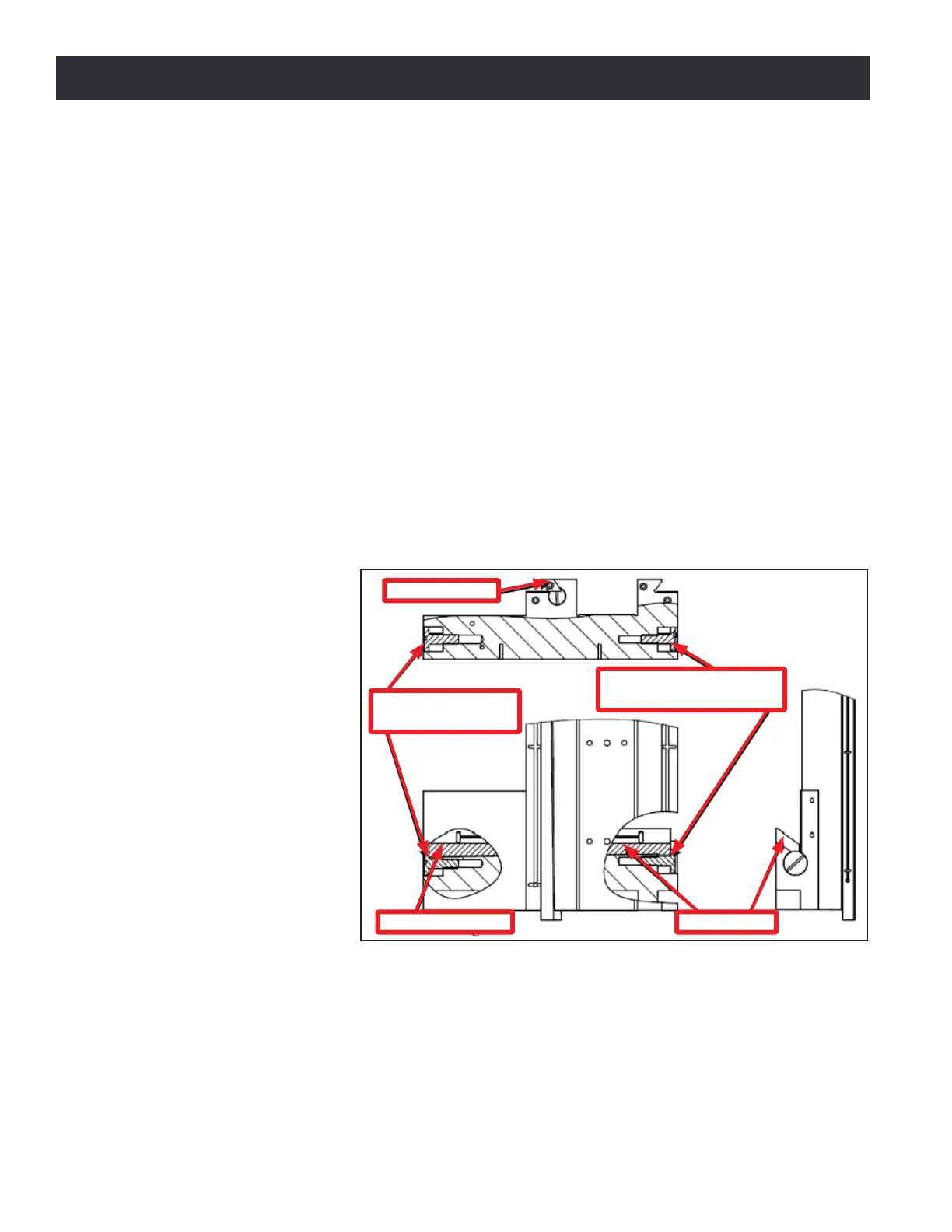
The posion of the tapered
gib plate is controlled by two
screws on either end of the
gib that capture the posion
of the gib with respect to the
saddle. These screws can be
adjusted (as a pair) to tune
the ghtness and sliding
fricon of the dovetail
way for each axis. Figure
9.2 shows the Y-axis gib
mechanical detail; the X- and
Z-axis have similar detail.
Figure 9.2
Thick end of gib Tapered gib
Counterclockwise on
screw loosens slide
Gib for X slide
Clockwise on screw
tightens slide

 Loading...
Loading...