SECTION 5: OPERATION AIR N ARC
®
200 SERIES ALL-IN-ONE POWER SYSTEM
®
PAGE - 48 090019-OP_r0
from the suitcase feeder into the positive (+)
welder connection port on the control panel.
2. Place the ground clamp from the suitcase
feeder and the ground clamp from the Air N
Arc 200 on the work piece.
3. Start the engine (See Section 5.2, Engine
Start-up and Shutdown Procedure).
4. On the control panel, place the DC Charger/
Welder switch in welder mode. Place the CC/
CV switch in CV mode.
5. Adjust the power dial on the Air N Arc 200 to
the appropriate voltage setting for the
material being welded. Adjust the power dial
on the suitcase feeder for the material being
welded. At anytime during welding, the
power dial may be adjusted to the desired
voltage level.
5.4.1.3 CV (CONSTANT VOLTAGE) MODE - USING
A SPOOL GUN
CV (Constant Voltage) Mode – commonly referred to as -
Wire Welding, MIG welding, or Gas Metal Arc Welding
(GMAW)
1. With the engine shut off, insert the twist lock
connection of the ground clamp into the
negative (-) welder connection port on the
control panel. Insert the power lead segment
from spool gun adapter into the positive (+)
welder connection port on the control panel.
NOTE
When using a spool gun, an adapter with
contactor must be used. Please consult
the spool gun manufacturer for
appropriate adapter.
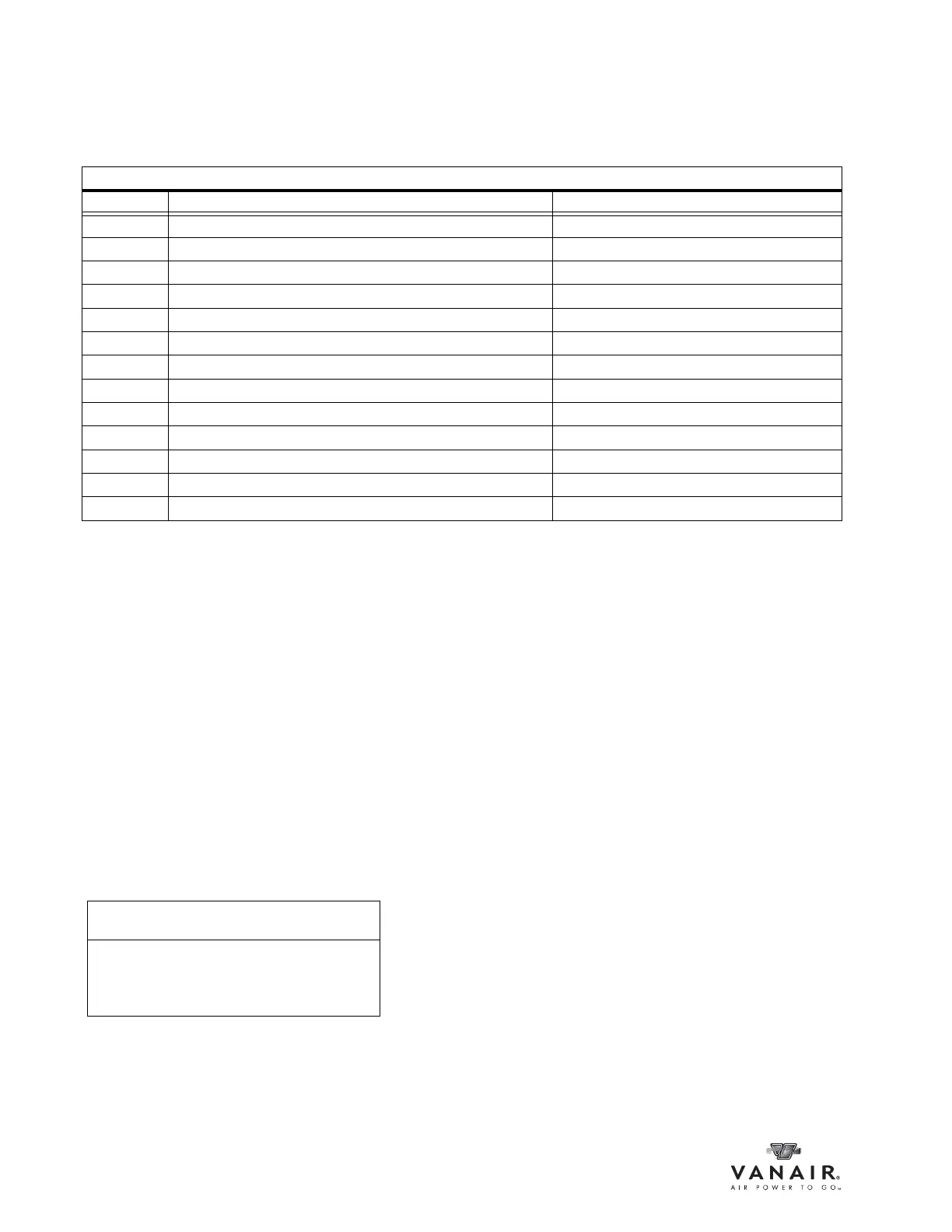
TABLE 5C: WELDING ROD TYPE, POLARITY AND FLUX CODES
DIGIT TYPE OF COATING WELDING CURRENT
10 High cellulose sodium DC+
11 High cellulose potassium AC or DC+ or DC-
12 High titania sodium AC or DC-
13 High titania potassium AC or DC+
14 Iron powder titania AC or DC- or DC+
15 Low hydrogen sodium DC+
16 Low hydrogen potassium AC or DC+
27 Iron powder iron oxide AC or DC+ or DC-
18 Iron powder low hydrogen AC or DC+
20 High iron oxide AC or DC+ or DC-
22 High iron oxide AC or DC-
24 Iron powder titania AC or DC- or DC+
28 Low hydrogen potassium iron powder AC or DC+