TRANSMIG 225, 255 MIG Power Source, 255 2R MIG Wirefeeder
12 Sep 16, 2008
SECTION 4: General Information
4.01 TRANSMIG 225, 255 MIG Power Source, 255 2R Wirefeeder
The TRANSMIG 225, 255 MIG Power Source is a semi-automatic Gas Metal Arc Welder (GMAW-commonly MIG) with either an
integrated or a separate wire feed unit. The Power Source is designed to meet the broad operating needs of the metal
fabrication industry where production efficiency is vital. They are designed to meet the requirements of international standard
EN60974-1 and Australian Standard AS60974-1.
The TRANSMIG 225, 255 MIG Power Source gives excellent performance on mild steel, stainless steel, aluminium, silicon
bronze and some hard facing wires with Argon based shielding gases. The Power Source also gives excellent results on mild
steel using Carbon Dioxide shielding gas.
The TRANSMIG 225, 255 MIG Power Source is supplied as a complete package ready to weld (apart from shielding gas,
electrode wire and Hiderok TM welding helmet). The following instructions detail how to correctly set up the machine and give
guidelines on gaining the best production efficiency from the Power Source. Please read these instructions thoroughly before
using your welder.
4.02 User Responsibility
This equipment will perform as per the information contained herein when installed, operated, maintained and repaired in
accordance with the instructions provided. This equipment must be checked periodically. Defective equipment (including
welding leads) should not be used. Parts that are broken, missing, plainly worn, distorted or contaminated, should be replaced
immediately. Should such repairs or replacements become necessary, it is recommended that such repairs be carried out by
appropriately qualified persons approved by CIGWELD. Advice in this regard can be obtained by contacting accredited
CIGWELD Distributor.
This equipment or any of its parts should not be altered from standard specification without prior written approval of CIGWELD.
The user of this equipment shall have the sole responsibility for any malfunction which results from improper use or unauthorised
modification from standard specification, faulty maintenance, damage or improper repair by anyone other than appropriately
qualified persons approved by CIGWELD.
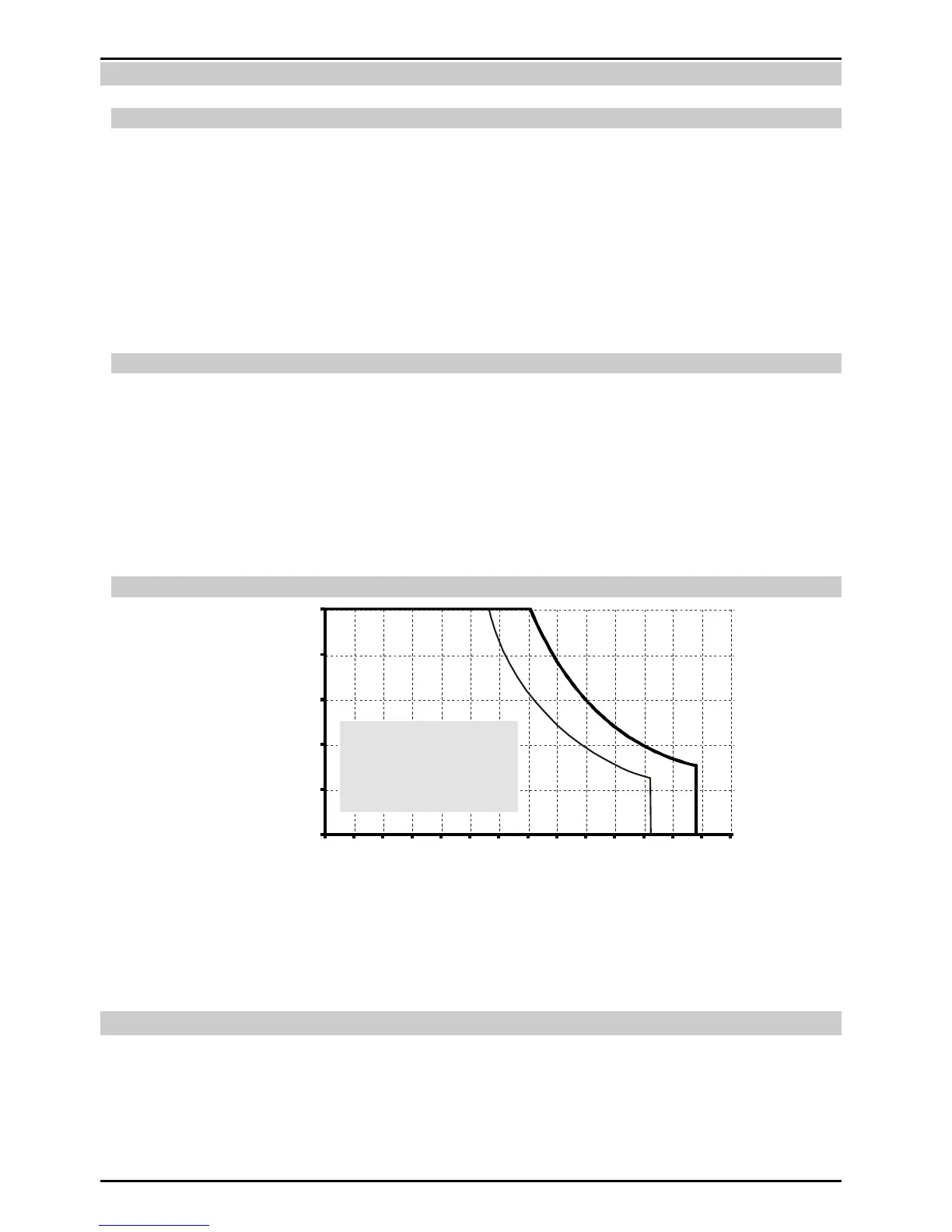
4.03 Duty Cycle
The rated duty cycle of a Welding Power Source, is a statement of the time it may be operated at its rated welding current output
without exceeding the temperature limits of the insulation of the component parts. To explain the 10 minute duty cycle period the
following example is used. Suppose a Welding Power Source is designed to operate at a 30% duty cycle, 255 amperes at 26.5
volts. This means that it has been designed and built to provide the rated amperage (255A) for 3 minutes, i.e. arc welding time,
out of every 10 minute period (30% of 10 minutes is 3 minutes). During the other 7 minutes of the 10 minute period the Welding
Power Source must idle and allowed to cool. The thermal cutout will operate if the duty cycle is exceeded.
SECTION 5: Safe Practices For The Use Of Welding Equipment
In many situations the “striking” voltage can be hazardous. Any person touching simultaneously the electrode lead/terminal and the work
lead/terminal may receive a serious electrical shock. Additional precautions must be exercised where two Welding Power Sources are
being used close to each other because, under certain conditions, the voltages between the welding terminals of the two Welding Power
Sources could be two times the specified open circuit voltage.
It is essential that the Welding Power Source is correctly installed, if necessary, by a qualified electrician and maintained in sound
mechanical and electrical condition. It is also important that the Welding Power Source be switched off when not in use.