5 ELECTRO SLAG WELDING
0460 949 474
- 21 -
© ESAB AB 2021
5 ELECTRO SLAG WELDING
The process is available for LAF power sources.
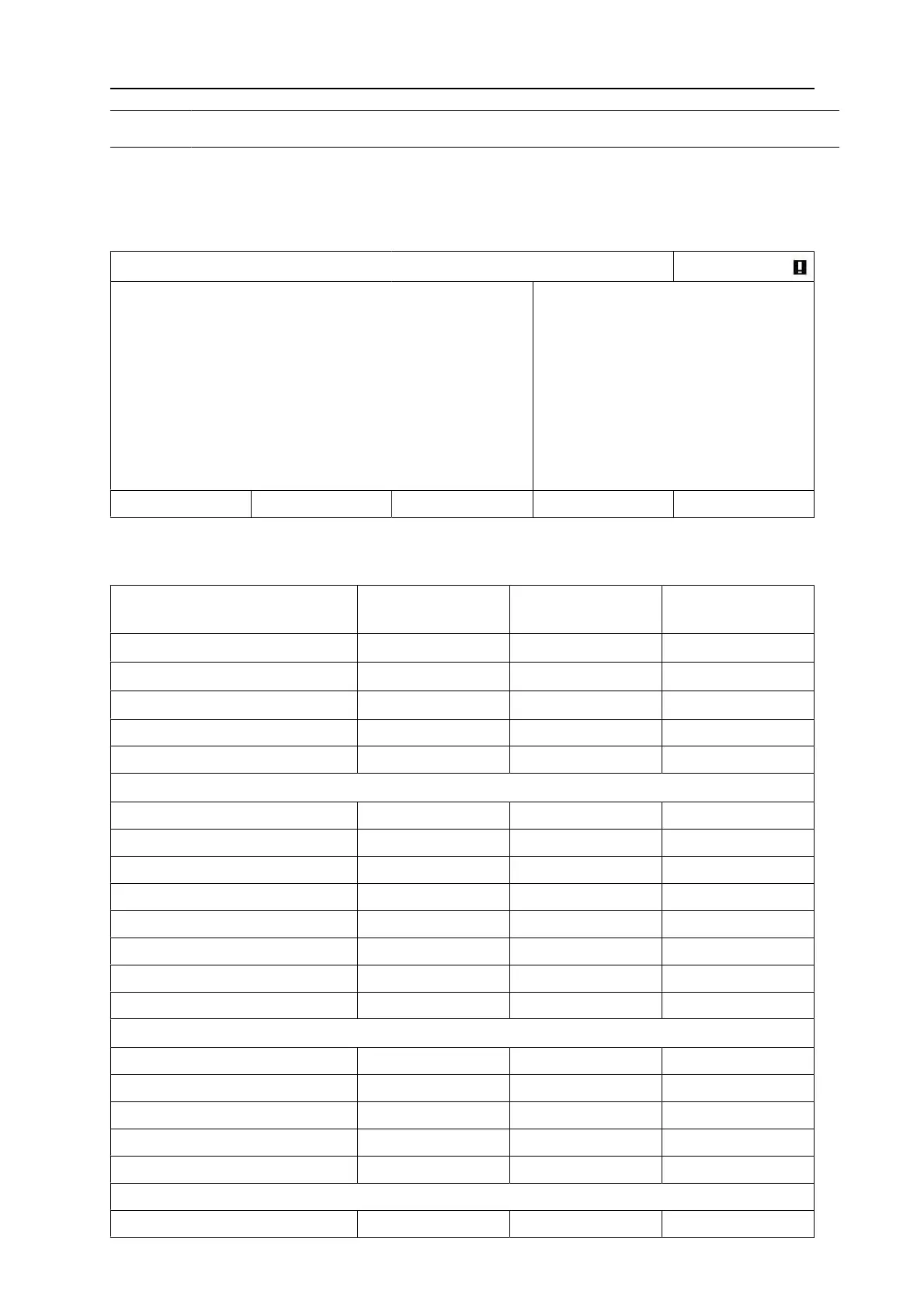
MAIN MENU » PROCESS
Electro slag welding (ESW) is a single pass welding process.
ESW
PROCESS
METHOD
REGULATION TYPE
WIRE TYPE
WIRE DIMENSION
CONFIGURATION►
TOOLS►
ESW
AC
CA
SS Strip
30×0,5 mm
SET MEASURE MEMORY FAST MODE
5.1 Settings for electro slag welding
Settings Setting range In steps of Value after
resetting
Arc voltage
1)
8 - 60 V 0.1 V (1V) 24 V
Welding current
1)
(CA)
0 - 3200 A 1 A 400 A
Wire feed speed
1)
(CW)
0 - 2500 cm/min 1 cm/min 300 cm/min
Travel speed * 0 - 200 cm/min 1 cm/min 30 cm/min
Welding direction ▲-■ - ■
Start data
2)
Flux pre-flow 0 - 99.0 s 0.1 s 0 s
Start adjust Min = 100% 1% 100%
Start type Direct orScratch - Direct
Wire creep start Auto orSet speed - Auto
Wire creep start speed 0 - 1000 cm/min 1 cm/min 2 cm/min
Start phases OFF orON - OFF
Open-circuit voltage OFF orON - OFF
Maximum open-circuit voltage 5 - 60 V 0.1 V 50 V
Stop data
2)
Flux post-flow 0 - 99.0 s 0.1 s 0 s
Crater filling OFF orON - OFF
Crater filling time 0 - 10 s 0.01 s 0.0 s
Burnback time 0- 10 s 0.01 s 1.50 s
Stop phases OFF orON - OFF
Control parameters
Dynamics Auto orSet values - Auto