4 GAS METAL ARC WELDING
0460 949 474
- 19 -
© ESAB AB 2021
4 GAS METAL ARC WELDING
The process is available for certain machine types.
MAIN MENU » PROCESS
During Gas Metal Arc Welding (GMAW), an arc melts a continuously supplied wire. The weld
pool is protected by shielding gas.
When the Gas Metal Arc Welding GMAW process is selected, you can choose between two
control methods by marking REGULATION TYPE using the positioning knob and pressing
ENTER. Choose between constant amperage CA or constant wire feed CW, see explanation
in "CA, constant amperage" and "CW, constant wire feed".
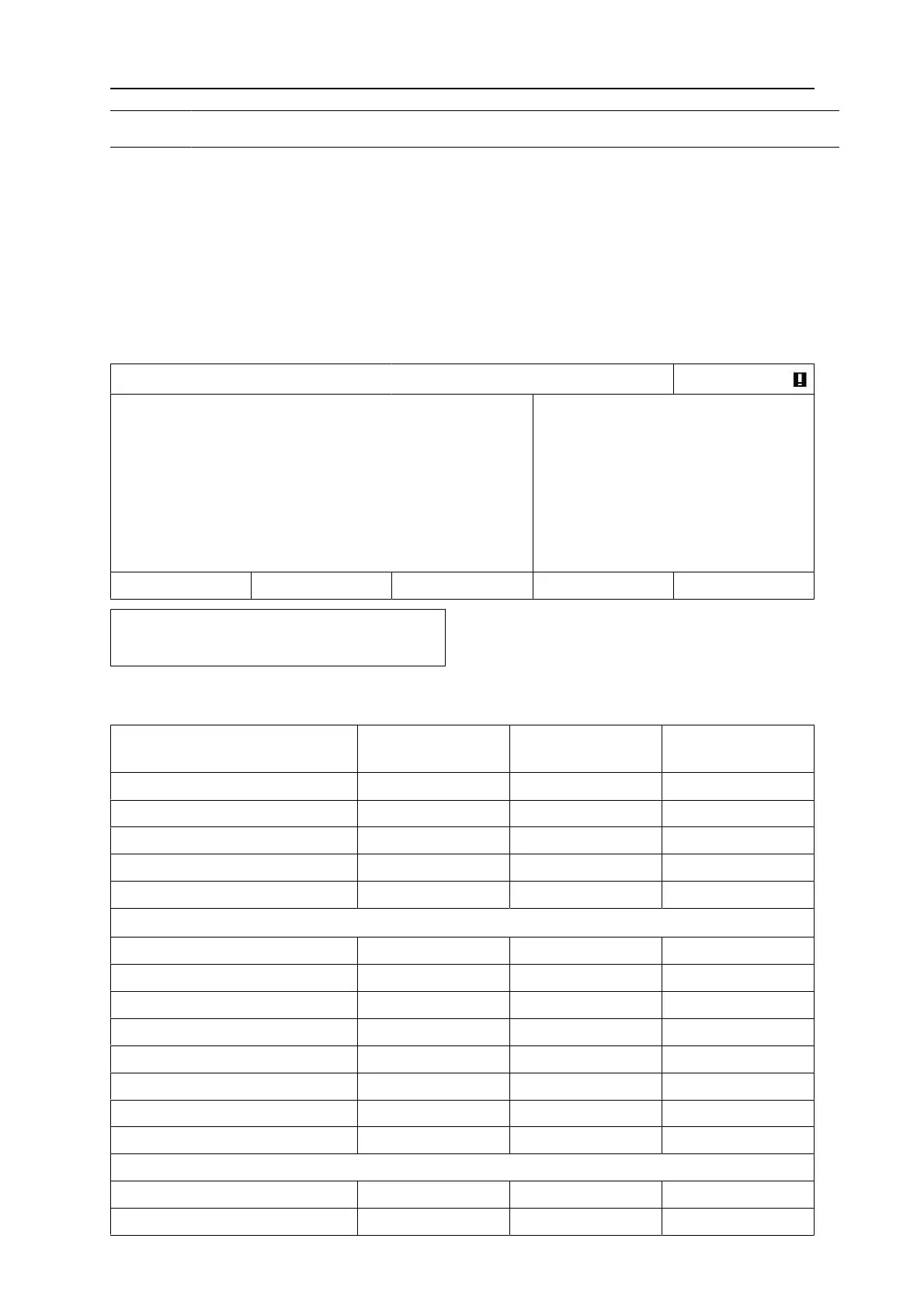
GMAW
PROCESS
REGULATION TYPE
WIRE TYPE
WIRE DIMENSION
CONFIGURATION►
TOOLS►
GMAW
CA
Fe SOLID
0.8 mm
QUIT
CA
CW
4.1 Settings for gas metal arc welding
Settings Setting range In steps of Value after
resetting
Arc voltage * 14 -50 V 0.1 V (1V) 30 V
Welding current *(CA) 0 - 3200 A 1 A 500 A
Wire feed speed *(CW) 0 - 2500 cm/min 1 cm/min 100 cm/min
Travel speed * 0 - 200 cm/min 1 cm/min 30 cm/min
Welding direction ▲-■ - ■
Start data
2)
Gas pre/flow 0 - 99.0 s 0.1 s 0.2 s
Start adjust Min = 50% 1% 100%
Start type Direct orScratch - Direct
Wire creep start Auto orSet speed - Auto
Wire creep start speed 0 - 1000 cm/min 1 cm/min 20 cm/min
Start phases OFF orON - OFF
Open-circuit voltage OFF orON - OFF
Maximum open-circuit voltage 5 - 60 V 0.1 V 50 V
Stop data
Gas post-flow 0 - 99.0 s 0.1 s 0.2 s
Crater filling OFF orON - OFF