Installation manual
CNC 8035
5.
CONCEPTS
Gear ratio management on axes and spindle
(SOFT M: V15.3X)
(S
OFT T: V16.3X)
·256·
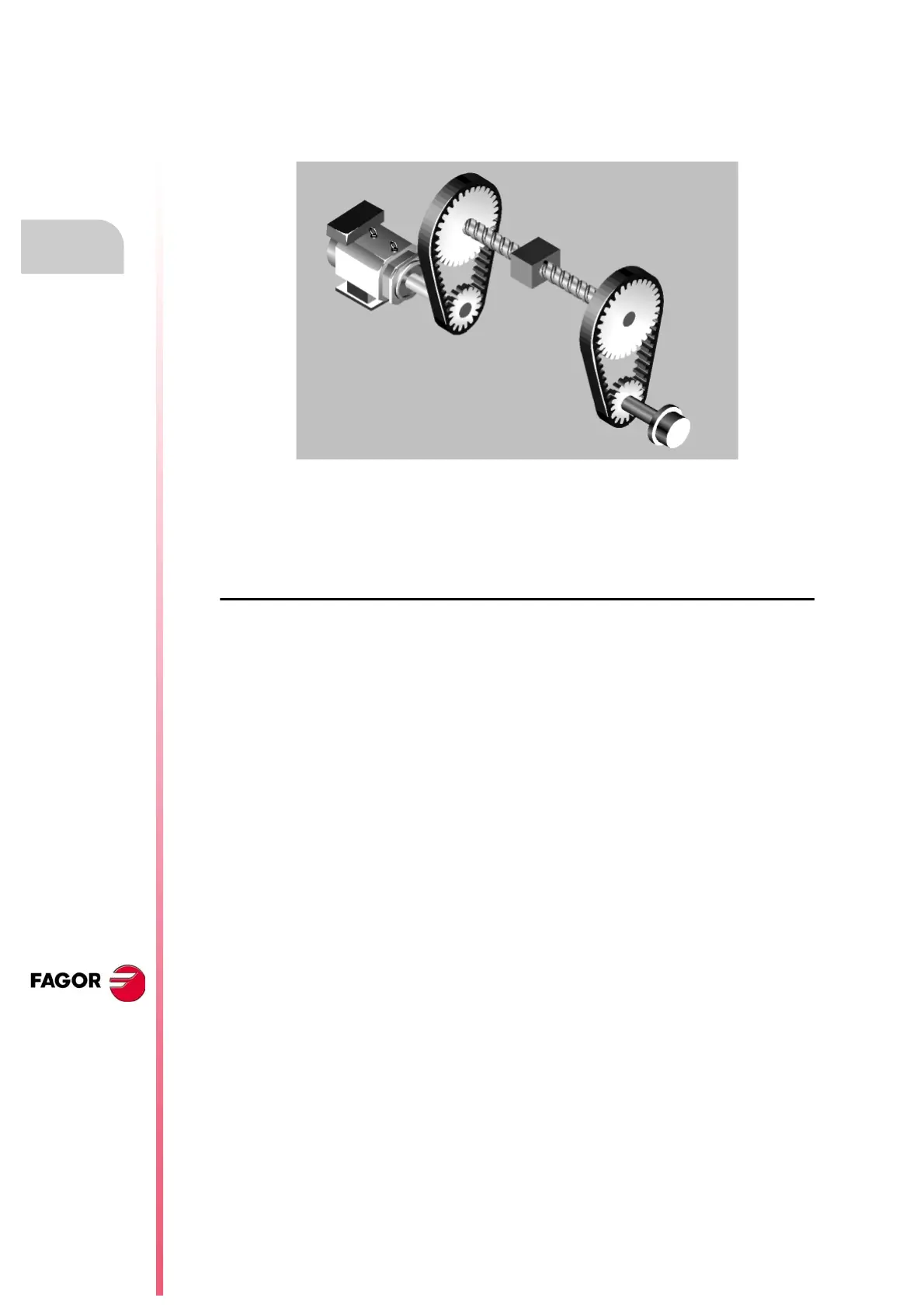
5.15.3 Example of axes: outside feedback with gear box
In this case, on linear axes, the encoder is mounted to the leadscrew through a gear box and on
rotary axes is mounted to the rotation center through a gear box.
If the maximum feedrate for an axis is 20 m/min, with a leadscrew pitch of 20 and a 3-to-1 gear ratio
between the motor and the leadscrew. The encoder is an HOP model (Vpp) and provides 18,000
pulses per turn and a 2-to-3 gear ratio.
CAN axes
1. External feedback connected to the CNC
- A.m.p. DRIBUSLE (P63) = 0.
Parameters involved in the calculation of velocity command:
- A.m.p. G00FEED (P38) = Maximum feedrate of the axis = 20000.
- A.m.p. PITCHB (P86) = Leadscrew pitch = 20.
- Motor gear ratio:
A.m.p. INPREV (P87) = Input revolutions =3.
A.m.p. OUTPREV (P88) = Output revolutions = 1.
- NP121 (drive) = it automatically loads the value of a.m.p. INPREV (P87) of the CNC.
- NP122 (drive) = it automatically loads the value of a.m.p. OUTPREV (P88) of the CNC.
- NP123 (drive) = it automatically loads the value of a.m.p. PITCHB (P86) of the CNC.
Parameters involved in the calculation of position feedback.
- A.m.p. NPULSES (P8) = number of pulses per turn of the encoder
= 18000 / (3 / 2) = 12000. (Only integers are allowed).
- A.m.p. SINMAGNI (P10) = Multiplying factor if the encoder is sinusoidal = 1.
- A.m.p. EXTMULT (P57) = Multiplying factor of the feedback = 1.
- A.m.p. PITCHB (P86) = Leadscrew pitch = 20.
MOTOR
ENCODER
TABLE
LEADSCRE