·285·
CNC 8035
(SOFT M: V15.3X)
(S
OFT T: V16.3X)
7
INTRODUCTION TO THE PLC
The PLC program (PLC_PRG) may be edited at the front panel or copied from the hard disk (KeyCF)
or from a peripheral device or PC.
The PLC program (PLC_PRG) is stored in the internal CNC memory with the part-programs and
it is displayed in the program directory (utilities) together with the part-programs.
Before executing the PLC_PRG program, it must be compiled. Once it is done compiling, the CNC
requests whether the PLC should be started or not.
To make the operator life easier and avoid new compilations, the source code generated at each
compilation is stored in memory.
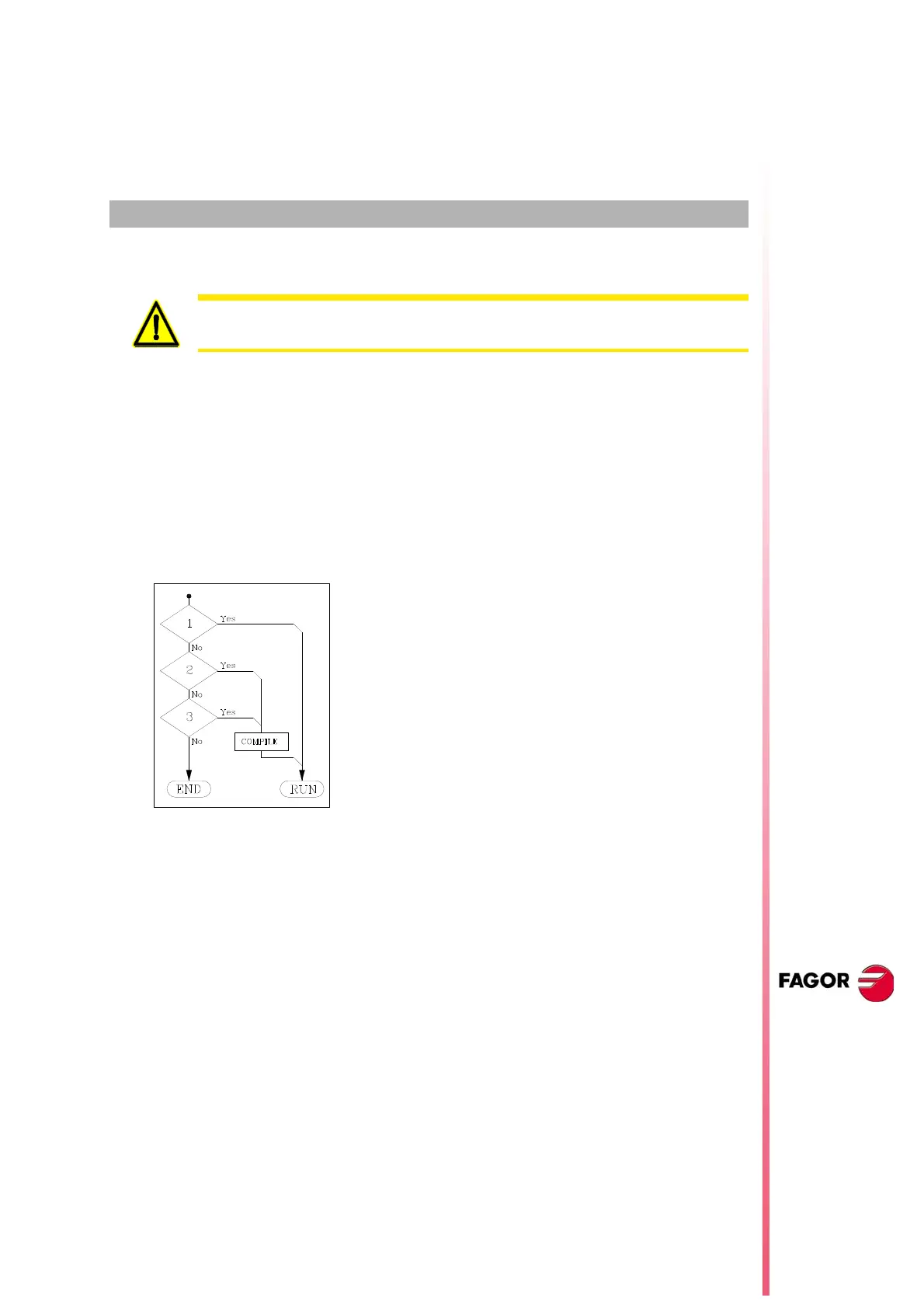
After power-up, the CNC acts as follows:
Once the program has been compiled, it is not necessary to keep the source program (PLC_PRG)
in memory because the PLC always executes the executable program.
The PLC has 512 inputs and 512 outputs. Some of them, depending on the CNC configuration,
communicate with external devices.
There is an exchange of information between the CNC and the PLC which is done automatically
and the system has a series of commands which allow the following to be done quickly and simply:
The control of Logic CNC inputs and outputs by means of an exchange of information between both
systems.
• The transfer from the CNC to the PLC of M, S and T auxiliary functions.
• To display a screen previously defined by the user, as well as generating messages and errors
in the CNC.
• Read and modify internal CNC variables from the PLC.
• Access all PLC resources from any part-program.
• Monitor PLC resources on the CNC screen.
• Access to all PLC variables from a computer, via DNC and through the RS 232 C serial line.
It is recommended to save the PLC program and files into the hard disk (KeyCF) or
in a peripheral or PC to avoid losing them.
1. If there is an executable program stored in memory, it executes it
(RUN).
2. If there is no executable program, but there is a PLC_PRG in
memory, it compiles it (COMPILE) and executes it (RUN).
3. If there is no PLC_PRG in memory, it looks for it in the hard disk
(KeyCF).
If it is there, it compiles it (COMPILE) and executes it (RUN). If it
is not there, it does nothing. Later on, when accessing the Jog
mode, Execution mode, etc. the CNC will issue the corresponding
error message.
 Loading...
Loading...





