GSK980MDc Milling CNC System User Manual
124
I Programming
coordinate value may change based on the linear axis, the programming command is also same to the
one of the linear axis;
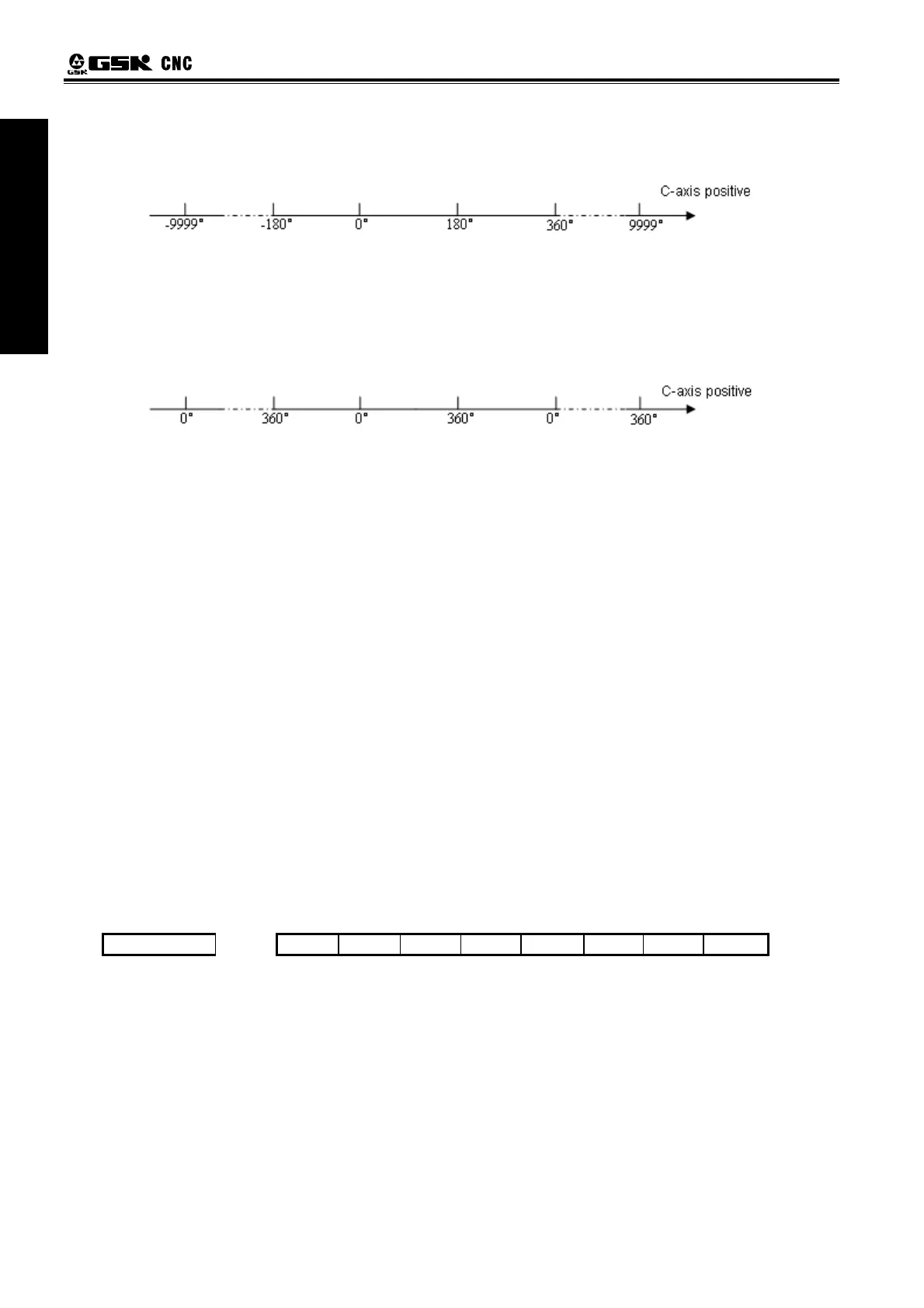
Two kinds of coordinates change are shown below:
(1) When the coordinate cycle is disabled:
The above-mentioned may occur: 1. The machine coordinate value of rotation axis (Type B)
2. The absolute coordinate value in data parameter No.188 ROAx=0
(absolute coordinate cycle function is disabled)
3. The relative coordinate value in data parameter No.188 RRLx=0
(relative coordinate cycle function is disabled)
(2) When the coordinate cycle is enabled:
The above-mentioned may occur: 1. The machine coordinate value of rotation axis (Type A)
2. The absolute coordinate value in data parameter No.188 ROAx=1 (absolute
coordinate cycle function is enabled)
3. The relative coordinate value in data parameter No.188 RRLx=1 (relative
coordinate cycle function is enabled)
Note 1: Refer to the Section of “Installation and connection” of the Parameter Explanation of Chapter Three for the
parameter setting of additional rotation axis.
Note 2: When there is no special explanation in the subsequent narration, the movement amount of each revolution
of the additional rotation axis is expressed with 360°.
z The reverse interval compensation function of rotation axis
The reverse interval compensation never changes regardless of the linear axis or rotation axis;
however, the compensation unit of the rotation axis is 0.01° (deg), and the linear axis is 0.001 (mm);
4.7 The Zero Return D of Rotation Axis
The selection axis has four zero return methods: zero return method A, B, C and D. Wherein, the zero
return methods A, B and C are same as the one of the linear axis. Only the D is a special zero return
method for the rotation axis.
z Setting of the zero return method D
The method D is only valid to the rotation axis.
Zero return can be performed for this rotation axis using the mode D after the 4
th
and the 5
th
axes are
set to rotation axes based on the Bit6 of data parameter No.188 is set to 1.
If the 4
th
and 5
th
axes are disabled or linear axes, then the Bit6 of state parameter No.188 is invalid.
0 1 8 8 ***
RRTx
*** *** *** RRLx RABx ROAx
RRTx = 1: The zero return mode of the 5
th
rotation axis is used the mode D;
= 0: The zero return mode of the 5
th
rotation axis is used the mode A, B and C.
z The time sequence and process of the zero return mode D