GSK980MDc Milling CNC System User Manual
16
I Programming
operation authority is needed when editing the program 09000~09999, the user can not modify or run the
2.1.7 Program Stop M00
Format: M00
Command function: After M00 is executed, program run stops, “Pause” appears, the cycle start key is
pressed to continuously run the program.
2.2 Spindle Function
The spindle speed is controlled by S command, there are two ways to control spindle speed for
GSK980MDc.
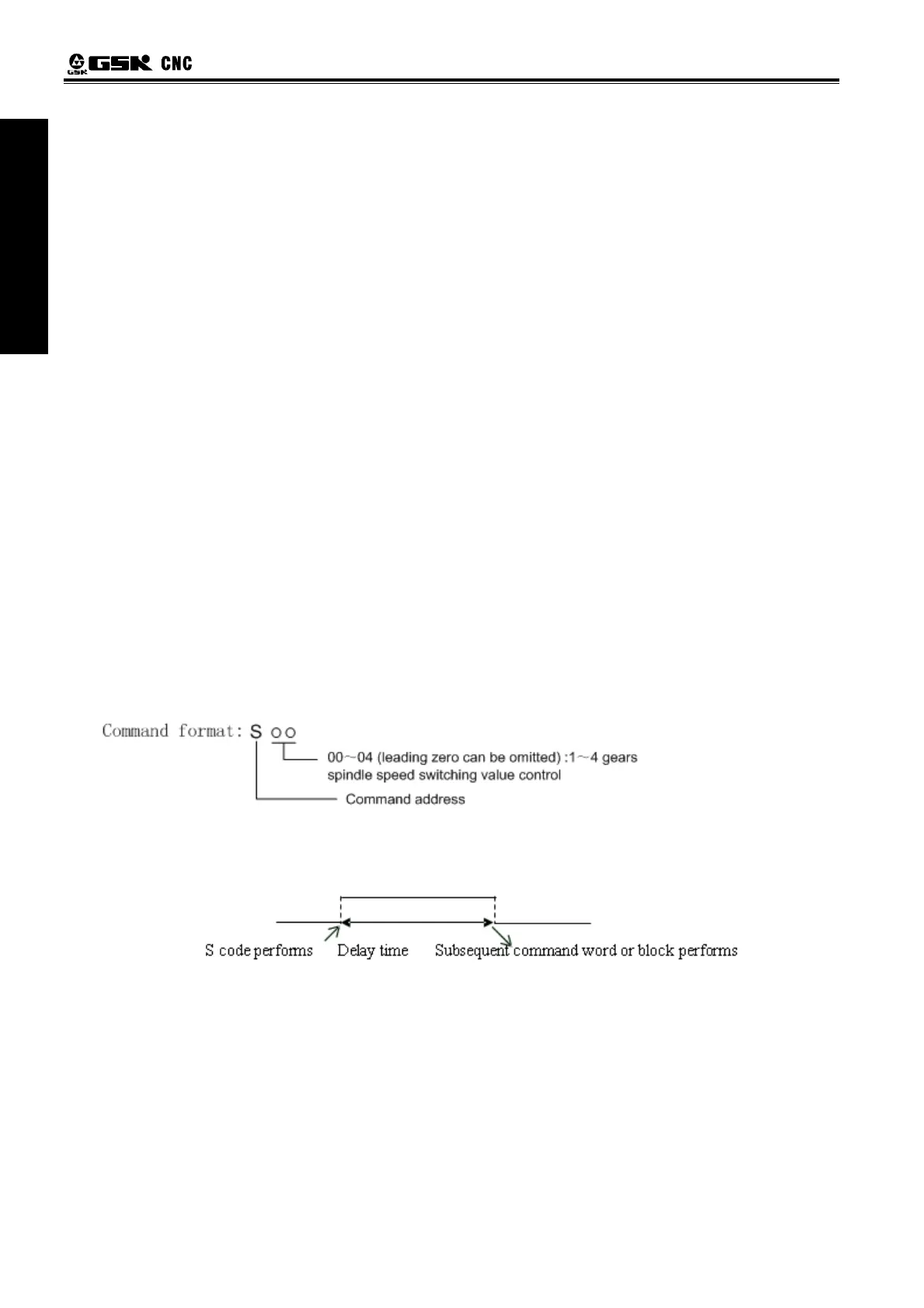
Spindle speed switching value control mode: the S□□ (2-digit command value) command is processed
by PLC program for exporting the switching value signal to machine, so that the step speed change of the
spindle is achieved.
Spindle speed analog voltage control mode: the actual spindle speed is specified by the S□□□□ (4-digit
command value), the NC outputs the 0~10V analog voltage signal to the spindle servo device or inverter for
achieving the stepless speed regulating of the spindle.
2.2.1 Spindle Speed Switch Value Control
The spindle speed is on switching value control when the BIT4 of bit parameter NO.001 is set to 0.
One block only has one S command. The CNC alarm occurs when there are two or more S commands
displayed in block.
When the S command shares the same block with the command word, the performance sequence is
defined by PLC program. For details, refer to the manual issued by the machine tool builder.
This GSK980MDc milling machine is used for machining control when the spindle speed
switching value is controlled. The time sequence and logic for S command should be referred by the
manual issued by the machine tool builder. The following S command is defined by GSK980MDc standard
PLC, for reference only.
In spindle speed switching value control mode, the FIN signal is returned after the set time is
delayed after the code signal of S command is sent to PLC. Now the time is called execution time of S
code.
The S01, S02, S03 and S04 output states are invariable when the CNC is reset.
The S1~S4 commands are ineffective output when the CNC is switched on. An arbitrary command is
performed from S01, S02, S03 and S04, the corresponding S signal output is effective and held on, at the
same time the other 3 S signal output are cancelled. The S1~S4 output are cancelled when performing
the S00 command, only one of S1~S4 is effective in the meantime.
2.2.2 Spindle Speed Analog Voltage Control
The spindle speed is analog voltage control when the BIT4 of current bit parameter is set to 1

 Loading...
Loading...