Chapter 3 G Command
25
I Programming
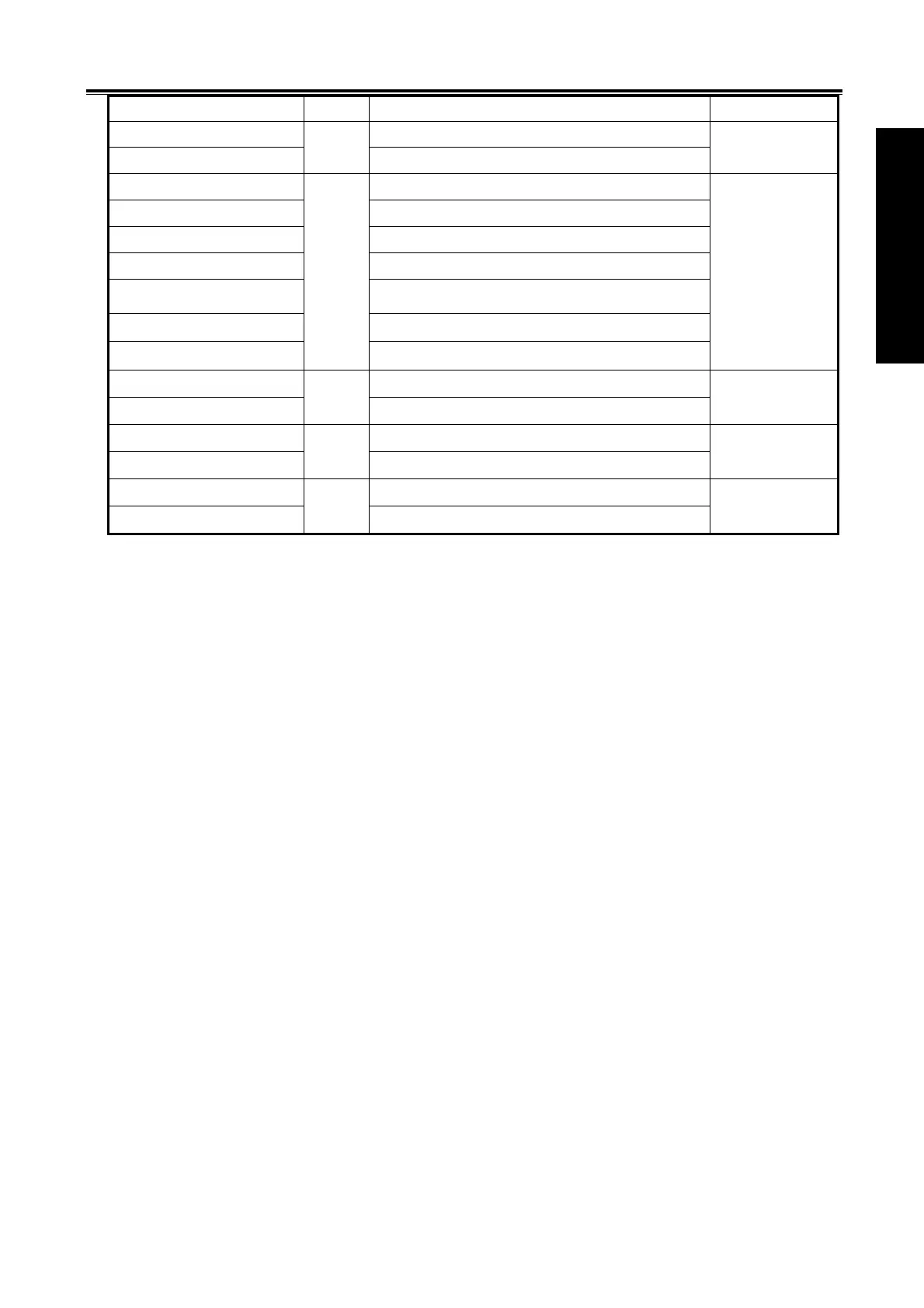
G51 Scaling ON
G67 (initial G command) Macro program call
G66
12
Cancel macro program call
Modal G
command
G54 (initial G command) Workpiece coordinate system 1
G54.1 Additional workpiece coordinate system
G55 Workpiece coordinate system 2
G56 Workpiece coordinate system 3
G57 Workpiece coordinate system 4
G58 Workpiece coordinate system 5
G59
14
Workpiece coordinate system 6
Modal G
command
G68 Coordinate system rotation ON
G69(initial G command)
16
Coordinate system rotation OFF
Modal G
command
G15(initial G command)
Polar coordinate command OFF
G16
17
Polar coordinate command ON
Modal G
command
G50.1(initial G command)
Programmable image OFF
G51.1
22
Programmable image ON
Modal G
command
3.1.1 Modal, Non-modal and Initial State
The G commands can be set to 16 groups such as 00, 01, 02, 03, 05, 06, 07, 08, 09, 10 ,12 , 14,
16, 17and 22. Thereinto, G commands of 00 group are non-modal G commands, that of other G group
are modal commands. G00, G80, G40, G49 ,G67 and G94 are initial G commands.
After the G command is executed, the function defined or status is valid until it is changed by other G
command where in the same group, this kind of command is called modal G command. After this G
command is performed and before the function defined or status is changed, this G command need not be
input again when the next block performs this G command.
After the G command is performed, the function defined or status is valid for once, The G command
word should be input again while every time the G command is performed, this kind of command is called
non-modal G command.
The modal G command is valid without performing its function or state after the system is powered on,
this is called initial G command. If the G command is not introduced after the power is turned on, then the
initial G command is executed. The initial commands of GSK980MDc are G00, G15, G17, G40, G50, G50.1,
G54, G67, G69, G80, G90, G94, and G98.
3.1.2 Examples
Example 1
O0001;
G17 G0 X100 Y100;(Move to G17 plane X100 Y100 at the rapid traverse rate; modal command
G0 and G17 valid)
X20 Y30; (Move to X20 Y30 at the rapid traverse rate; modal command G0 can be
omitted)
G1 X50 Y50 F300; (Linear interpolation to X50 Y50, feedrate is 300mm/min, modal command
G1 valid)
X100; (Linear interpolation to X100 Y50, feedrate is 300mm/min; the Y coordinate is
not input, use current value Y50; keep F300, the modal command G01
 Loading...
Loading...