GSK980MDc Milling CNC System User Manual
54
I Programming
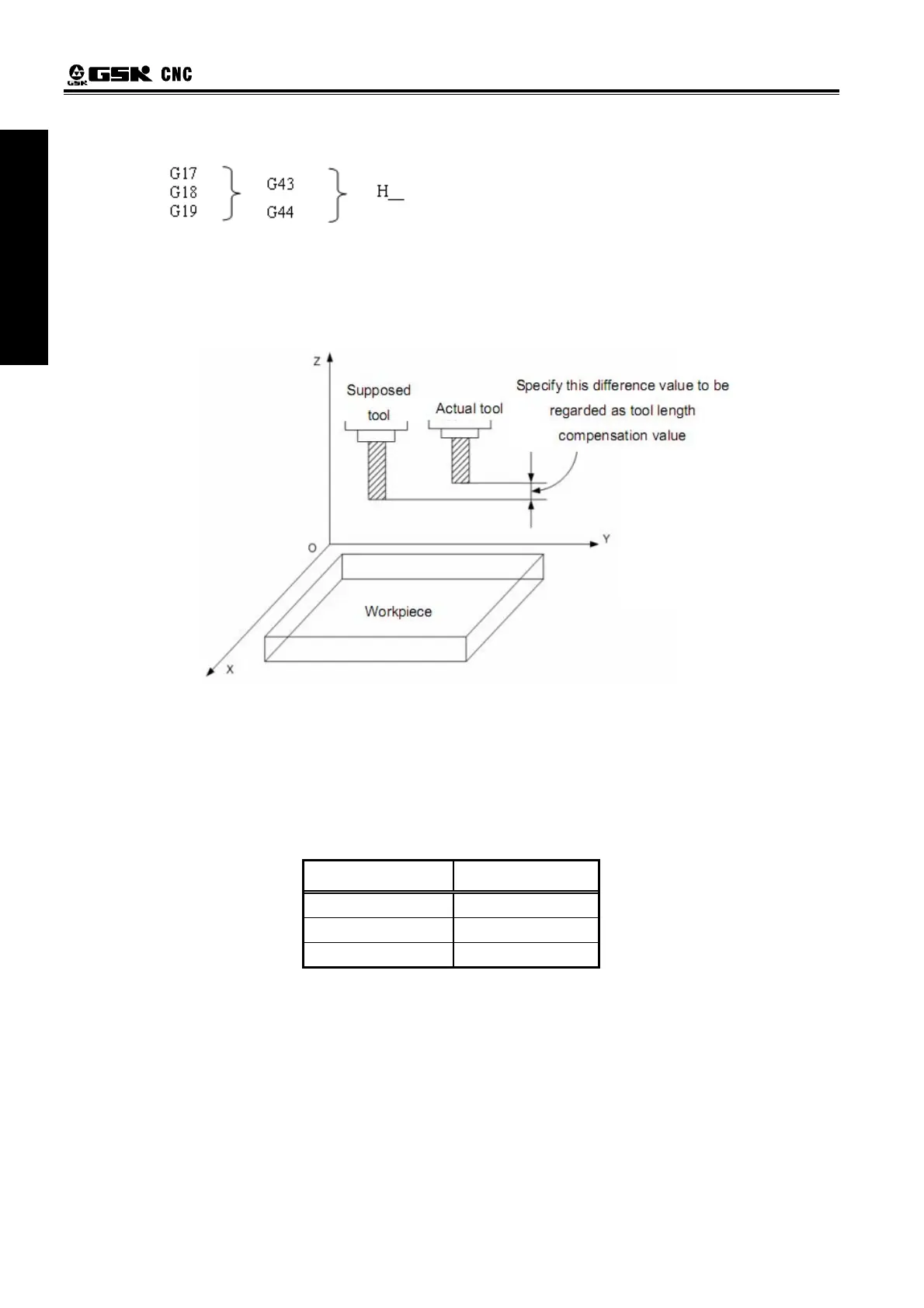
3.16 Tool Length Compensation (G43, G44, G49)
Function
:
Tool
length
compensation
function.
Explanation:
G43 and G44 are modal G codes; they are effective before meeting other G codes in the same group.
The end point specified by Z axis moves an offset value, as above figure G17 plane
is selected. Difference between supposed and actual machined tool length value is pre-set at the offset
storage when the program is applied. Different length tool can be employed by changing tool
length compensation value, so, program change is not needed.
Different offset directions were specified by G43 and G44, the offset number is specified by H code.
Offset axis
The offset axes are vertical to the specified planes (G17, G18 and G19)
Specifying plane Offset axes
G17 Z axis
G18 Y axis
G19 X axis
Tool position offset for two or more axes can be used to specify the offset axis and the offset axis
changed by 2~3 blocks
(Example) X and Y axes compensation
G19 G43 H_ ; …X axis offset
G18 G43 H_ ; …Y axis offset, composed with the previous block, X and Y axes are
compensated.
Offset direction
G43: Positive offset
G44: Negative offset
 Loading...
Loading...