Chapter 3 G Command
53
I Programming
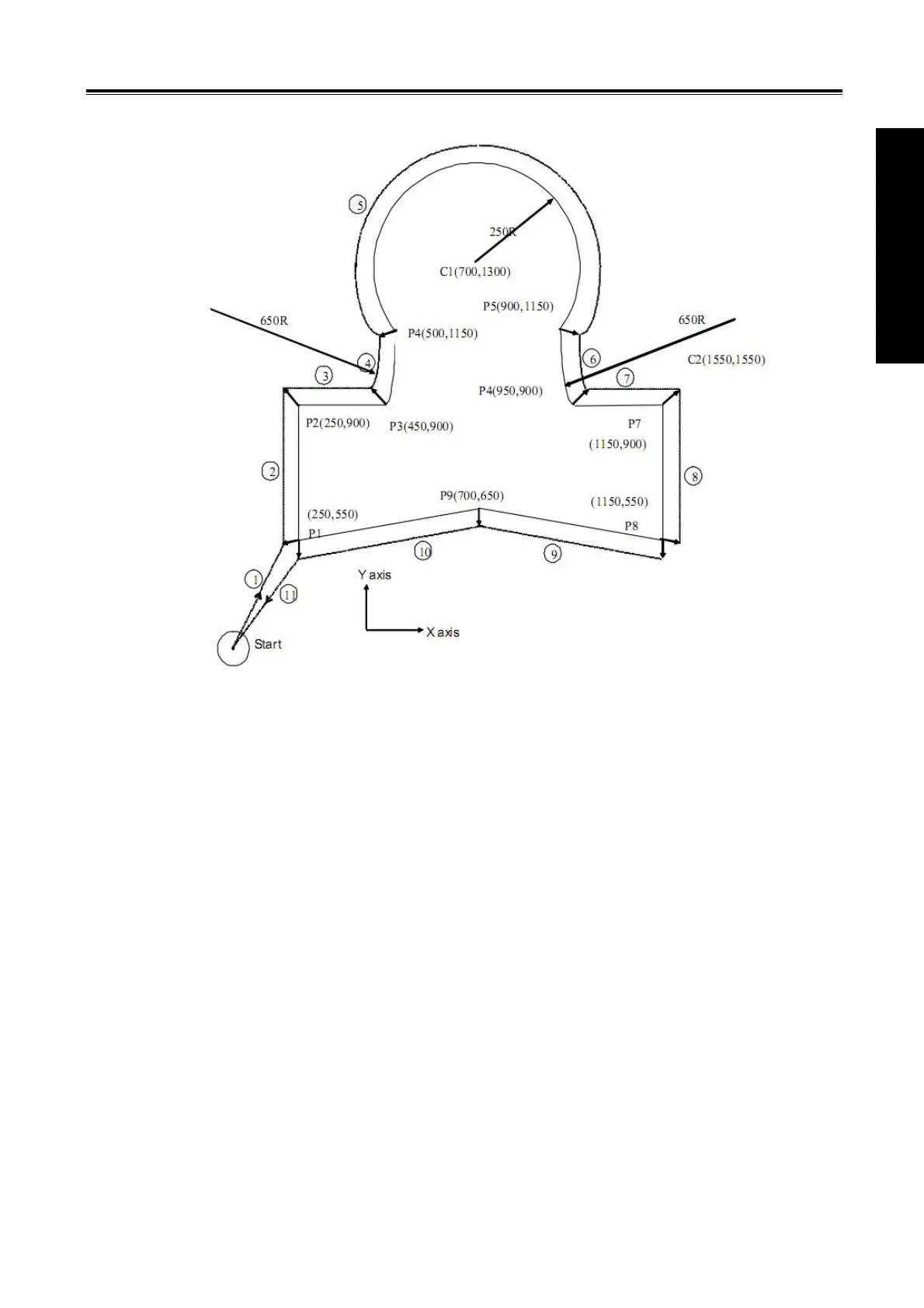
Example :
Block (1) is named start; the compensation cancellation mode becomes compensation mode by G41 in
this block. At the end of this block, tool center is compensated in the direction that tool radius is
vertical to next program path (From P1 to P2). Tool compensation value is specified with D07, so set
the compensation number to 7, then the G41is indicated with tool path compensation left.
After the compensation begins, tool path compensation performs automatically when creating the
workpiece as P1→P2……P8→P9→P1.
N00 G92 X0 Y0 Z0
;
N01 G90 G17 G00 G41 D7 X250.0 Y550.0
;
(
The compensation value should be
pre-set with compensation number
)
N02 G01 Y900.0 F150
;
N03 X450.0
;
N04 G03 X500.0 Y1150.0 R650.0
;
N05 G02 X900.0 R-250.0
;
N06 G03 X950.0 Y900.0 R650.0
;
N07 G01 X1150.0
;
N08 Y550.0
;
N09 X700.0 Y650.0
;
N10 X250.0 Y550.0
;
N11 G00 G40 X0 Y0
;
 Loading...
Loading...