GSK980MDc Milling CNC System User Manual
46
I Programming
(4) 1 scale value for MPG.
(5) Step amount value.
(6) current coordinate value.
Note 1: The G code for inch or metric conversion when the power is turned on is the same as that at the power off.
Note 2: Changing G20 and G21 are unallowed during programming. Or the alarm occurs.
Note 3: When the unit systems between the machine and input are different, the max. error is 0.5 of the min. move
unit; and the error is not be cumulated.
Note 4: As the inch input (G20) and the metric input (G21) switches each other, the offset should be suited to the
reset of the input unit.
3.11 Reference Point Return G28
Format: G28 X_ Y_ Z_;
Function: The middle point position specified by X, Y and Z is reached from the start point at the rapid
traverse rate, then it returns to the reference point.
Explanation:G28 is a non-modal G-command;
X: The absolute coordinate of middle point in X axis is indicated by G90,
the middle point increment against current point in X axis is indicated by G91;
Y: The absolute coordinate of middle point in Y axis is indicated by G90,
the middle point increment against current point in Y axis is indicated by G91;
Z: The absolute coordinate of middle point in Z axis is indicated by G90,
the middle point increment against current point in Z axis is indicated by G91.
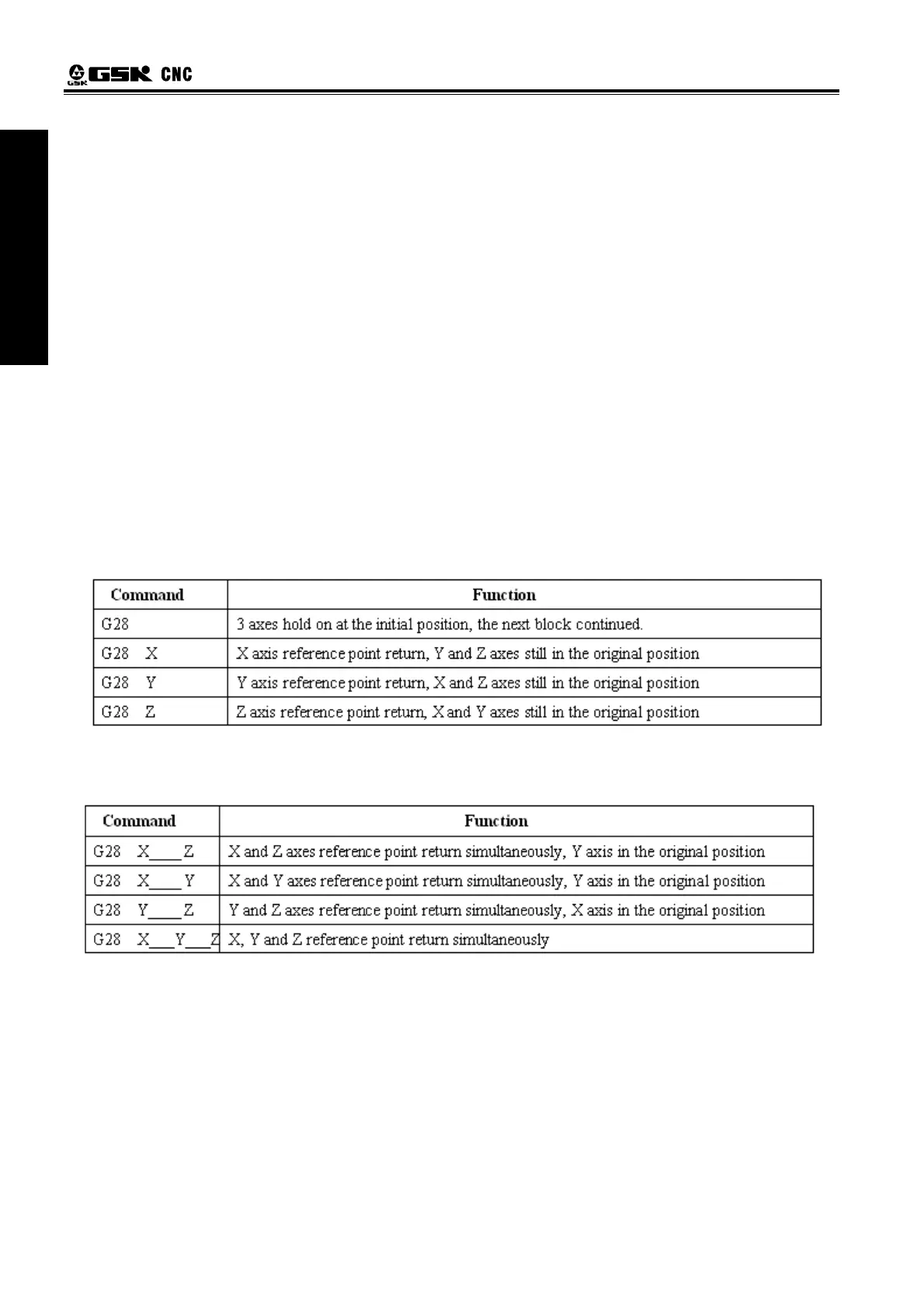
One of the command addresses X, Y and Z or all of them can be omitted, as follows:
Process for command action (See the figure 3-10):
(1) Positioning from current position to intermediate point of command axis at the rapid
traverse rate (From point A to B)
(2) Positioning to the reference point from intermediate point at the rapid traverse rate (From point B to
R)
(3) If the machine tool is unlocked, the zero return indicator lights up when the reference point return is
finished.
 Loading...
Loading...