GSK980MDc Milling CNC System User Manual
56
I Programming
cycle is ineffective, and the previous block remains
modal.
Cancel all the axis compensations, and set H0 modal.
Position to X75 Y75 Z75(Z75).
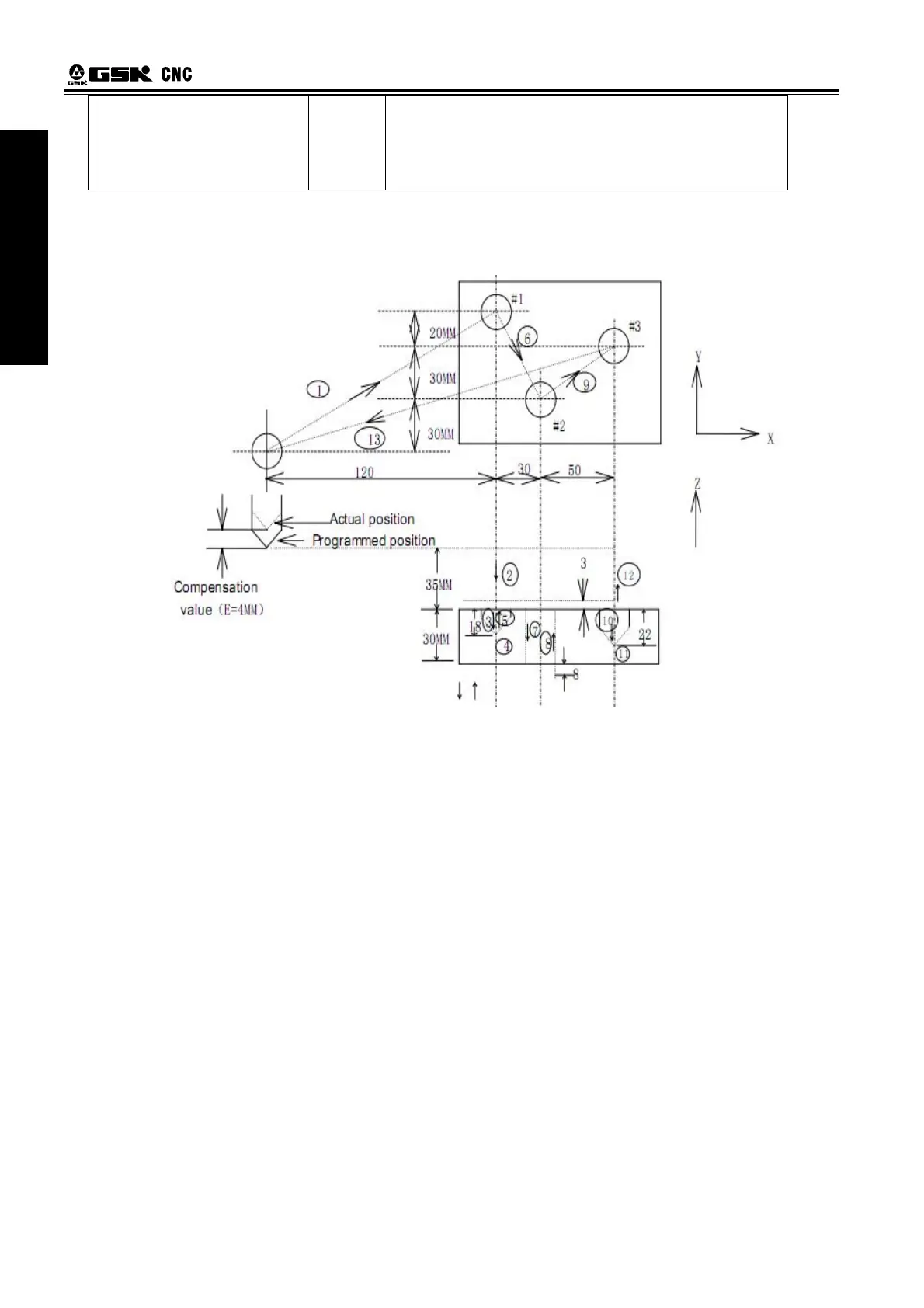
Command Example:
Tool length compensation (#1, #2 and #3 hole machining)
offset H01 = 4.0
N1 G91 G00 X120.0 Y80.0
;
.....…. ⑴
N2 G43 Z-32.0 H01
;
...........……… ⑵
N3 G01 Z-21.0
;
.........................… ⑶
N4 G04 P2000
;
............................ ... ⑷
N5 G00 Z21.0
;
..........................…. ⑸
N6 X30.0 Y-50.0
;
.......................…. ⑹
N7 G01 Z-41.0
;
.........................….. ⑺
N8 G00 Z41.0
;
..........................….. ⑻
N9 X50.0 Y30.0
;
........................….. ⑼
N10 G01 Z-25.0
;
........................…. ⑽
N11 G04 P2000
;
.........................… ⑾
N12 G00 Z57.0 H00
;
....................... ⑿
N13 X-200.0 Y-60.0
;
...................... ⒀
N14 M30
;
Z, X or Y axis offsets a value at offset storage positively or negatively from the original end position
according to the above command. Offset axes can be specified with G17, G18 and G19, offset direction
can be specified with G43 and G44. Offset No. corresponding to the offset is specified by H code.
 Loading...
Loading...