GSK980MDc Milling CNC System User Manual
66
I Programming
Y: New Y axis absolute coordinate in current position;
Z: New Z axis absolute coordinate in current position.
These six workpiece coordinates are set by the distances (workpiece zero offset) from
machine zero to each coordinate system origin.
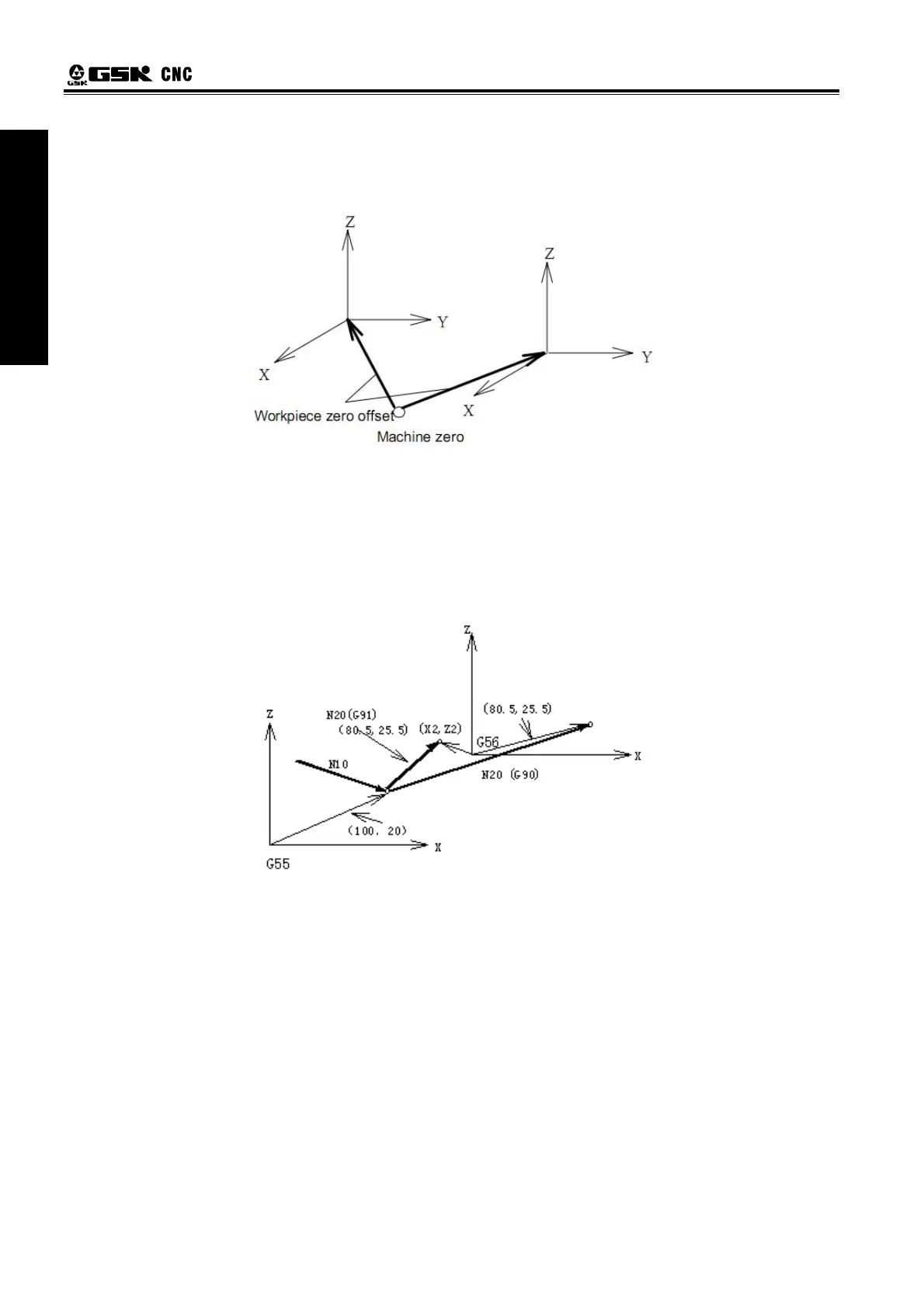
Examples:
N10 G55 G90 G00 X100.0 Z20.0;
N20 G56 X80.5 Z25.5;
Rapidly positioning to workpiece coordinate system 3 (X=80.5, Z=25.5) from workpiece coordinate
system 2 (X=100.0, Z=20.0). For example, if N20 block is G91, it is incremental movement. The absolute
coordinates automatically become the coordinates in coordinate system G56.
The absolute position for the figure is coordinate value under the current coordinate system.
Note:
z Workpiece coordinate systems 1~6 is set up as soon as machine zero return is executed after
power-on. When the system is restarted, the coordinate system is the one set by parameter
No. 540 SCRD.
z Whether the relative position varies with coordinate system depends on status parameter
№540 PPD. when PPD=0, it changes; when PPD=1, it does not change.
z When the workpiece coordinate system function is determined, usually, G92 is not needed to
set coordinate system. if G92 is used, coordinate system 1~6 will be moved. Do not confuse
with G92 and G54~G59, unless workpiece coordinate systems G54~G59 are to be moved.
When G54~G59 are in the same block with G92, G54~G59 are disabled.
z Workpiece coordinate system can be modified in the program run. The new coordinate
system is effective till the system is restarted.