2.19
COOLANT FLOW
A generous ow of coolant should be applied in order to increase
production and blade life. The machine is provided with a switch on
the control panel as well as three independently controlled cool-
ant spouts. Two are on the guide arms, and should always ood
the blade with coolant. Slight adjustment may be required when
changing the blade speed. The third is mounted on the fence for
the coolant hose which should be used in cases when cutting solid
bars, bundles or wide structurals. The ow of coolant should be
directed into the opening created by the blade.
NOTE: When cutting materials that do not need coolant (cast iron)
some coolant ow is required to provide blade lubrication to pre-
vent blade scoring by carbides
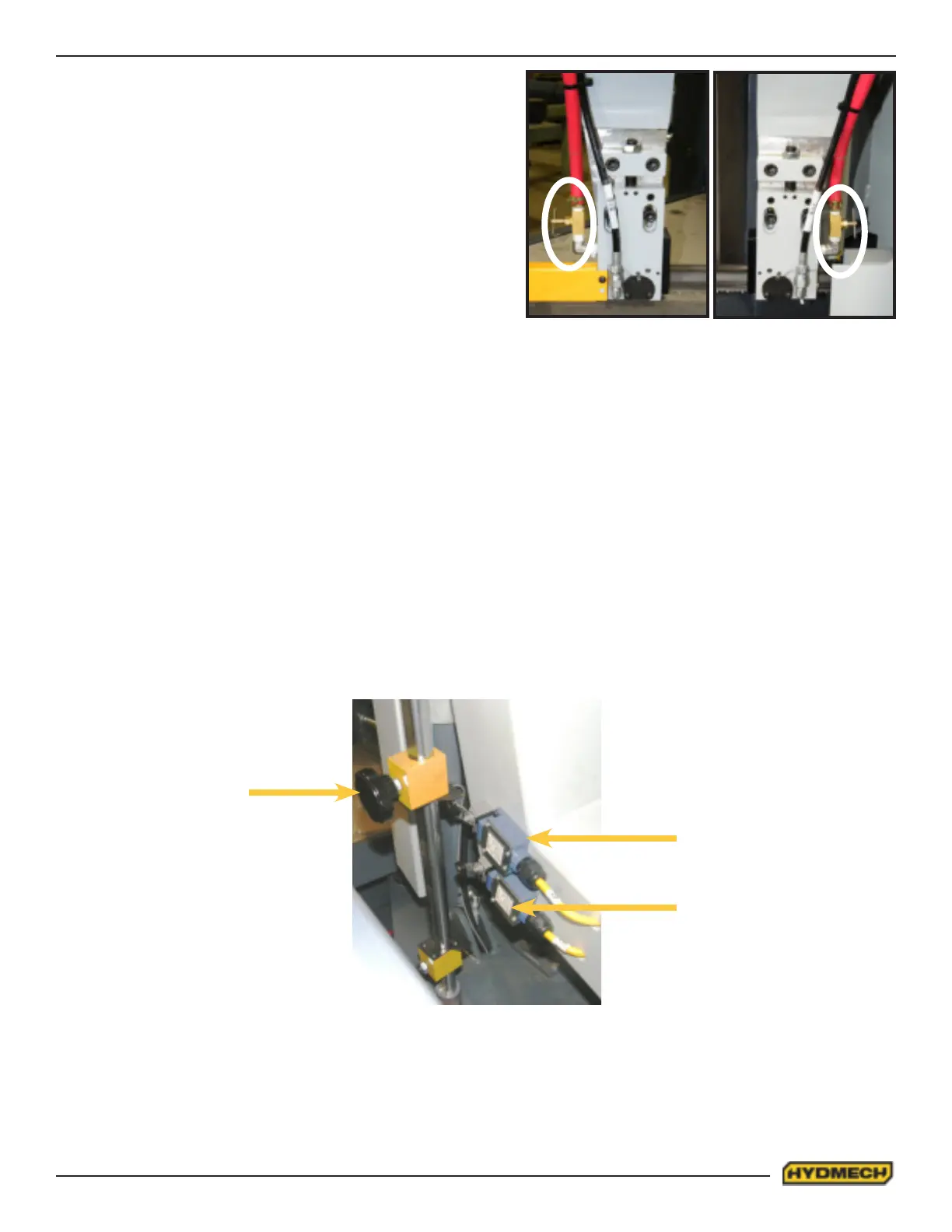
HEAD UP AND DOWN LIMIT SETTING
Head Up Limit: In order to maximize production in the automatic cycle the Head Up Limit should be set to just clear the
height of the material.
Head Down Limit: This limit is factory set and under ordinary cutting requirements should not be changed. If changed, it
may cause the machine to malfunction in the automatic cycle.
Adjusting Block
and Knob
Head Up Limit Switch
Head Down Limit Switch
Head up and head down limit setting.
Coolant ow adjusting taps