OperatiOn
HPR130XD Auto Gas – 806330 Revision 2 4-49
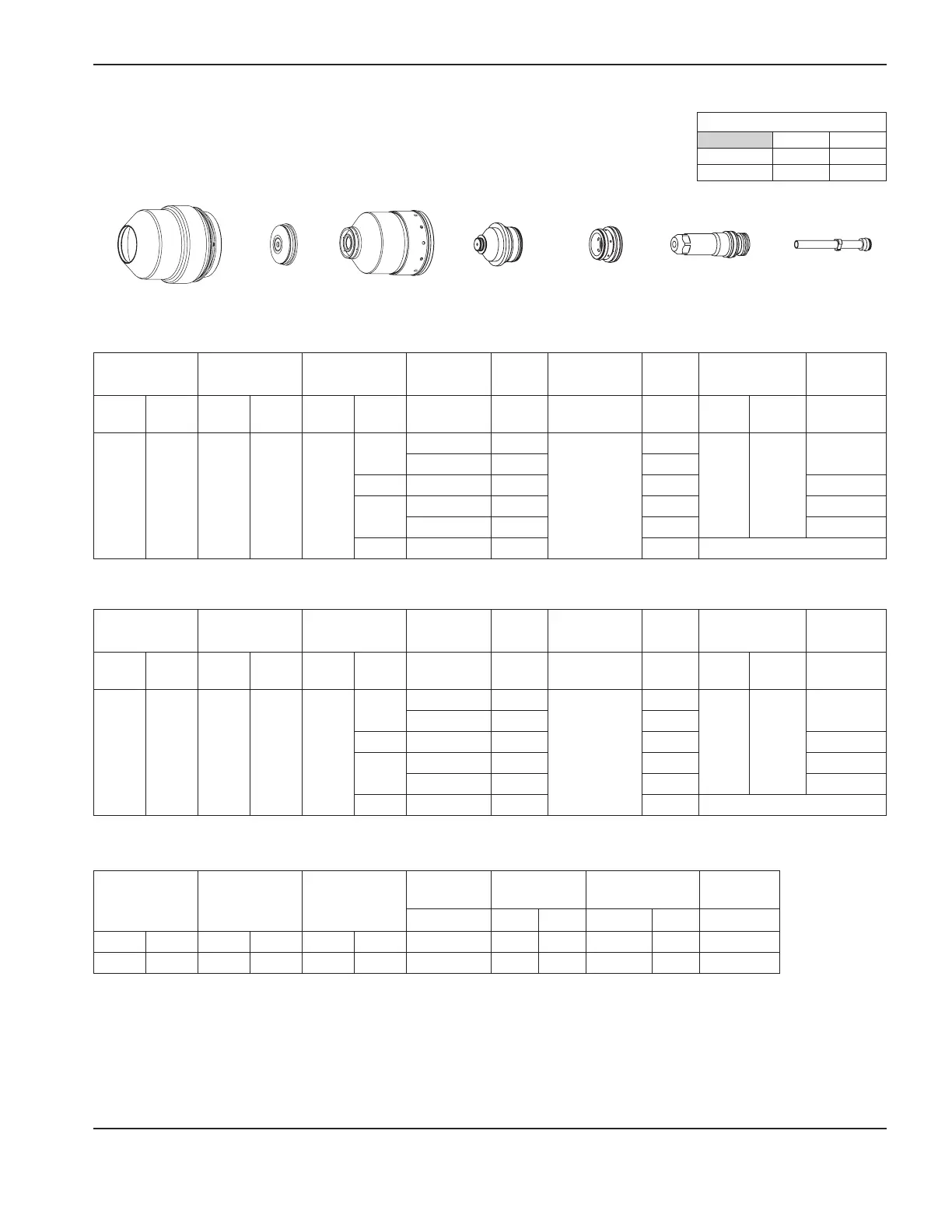
Stainless steel
H35 Plasma / N
2
Shield
130 A
Note: This process produces a smoother, shinier cut edge with less dross, and the cut edges are less
perpendicular than the 130 A, N
2
/N
2
process.
Marking
Flow rates – lpm/scfh
H35 N
2
Preflow 0 / 0 76 / 160
Cutflow 26 / 54 68 / 144
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
A mm inches mm/m ipm Volts
N
2
N
2
10 10 10 10 18 2.5 0.10 6350 250 130
Ar N
2
50 10 50 10 15 3.0 0.12 2540 100 75
220198 220307
220179
220197220755220747 220340
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield mm Volts mm mm/m mm factor % seconds
H35 N
2
19 32 75
49
8 150
4.5
1140
7.7 170
0.3
10 154 980
37 12 158 820 0.5
24
15 162 580 0.8
20 165 360 1.3
16 25 172 260 Edge start
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
inches Volts inches ipm inches factor % seconds
H35 N
2
19 32 75
49
5/16 150
0.18
45
0.31 170
0.3
3/8 154 40
37 1/2 158 30 0.5
24
5/8 162 20 0.8
3/4 165 15 1.3
16 1 172 10 Edge start