5: S
PECIAL
F
UNCTIONS
5-30 S
MART
AXIS P
RO
/L
ITE
U
SER
'
S
M
ANUAL
FT9Y-B1378
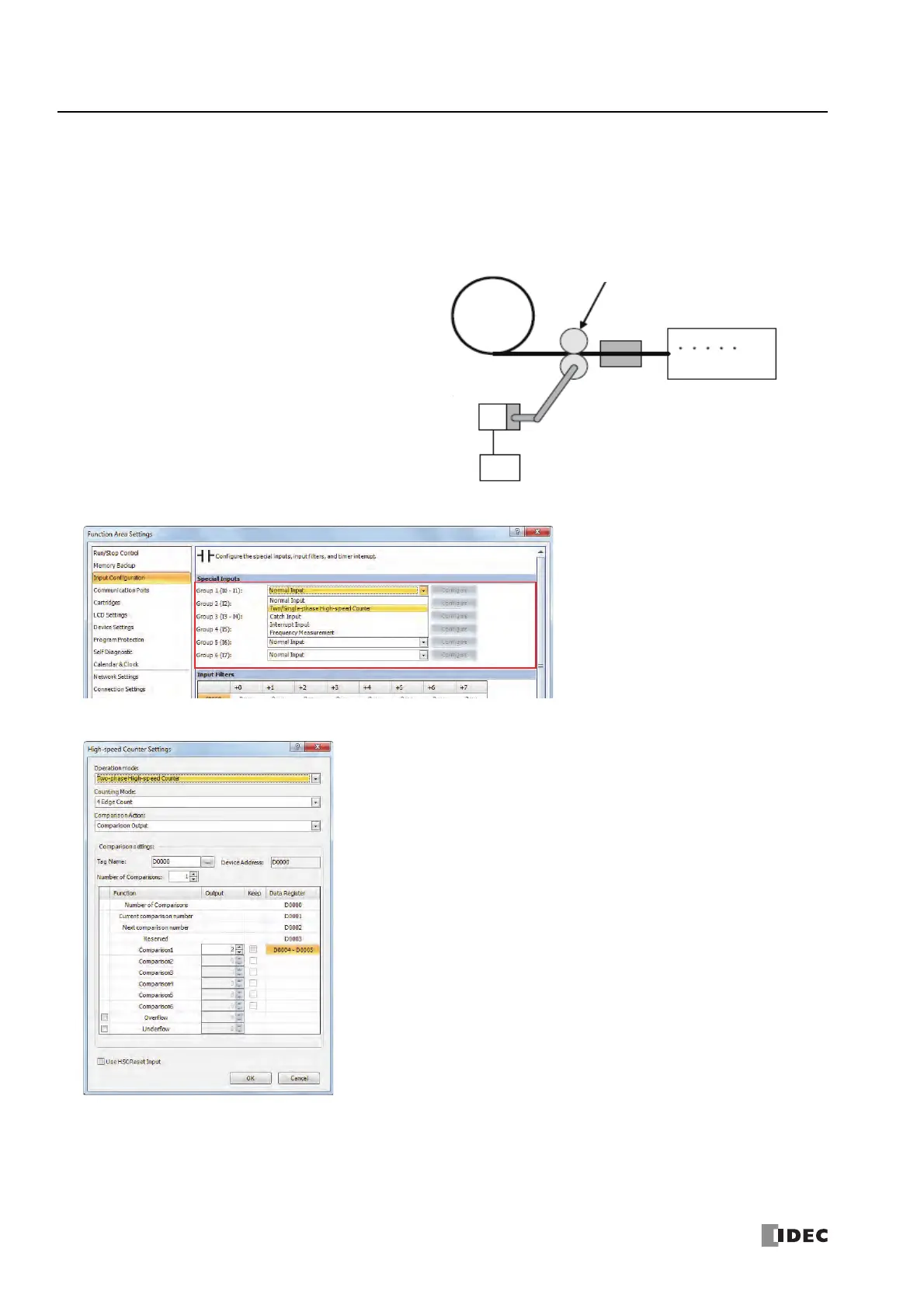
Example program 2
Using the two-phase high-speed counter, the pulses from a rotary encoder are input to the SmartAXIS and a continuous
workpiece is marked at a regular interval.
Application description
In WindLDR Function Area Settings, select Two/Single-phase High-speed Counter for Group 1.
In High-speed Counter Settings, configure the settings as follows.
• The rotary encoder pulses are input to external inputs
I0 and I1. A continuous sheet of paper is marked
(holes are punched) at a regular interval (every 2,700
pulses).
• The rotary encoder is directly connected to the paper
feed roller, and output pulses are counted by the
high-speed counter and controlled.
• The cycle time is the time to count 2,700 pulses.
When the hole punch time is 0.5 seconds, the
operation condition is 2,700 pulse count time > 0.5
seconds.
Paper roll
Paper feed roller
Perforator
Rotary encoder
SmartAXIS
External input : Group 1 (I0 to I1)
Operation mode : Two-phase High-speed Counter
Counting Mode : 4-edge Count
Comparison Action : Comparison Output
Comparison settings
Tag name/device address : D0 (data register)
Number of preset values : 1
Comparison output : Q2 (external output when matched)
Preset value 1 (D4) : 0 (upper word)
Preset value 1 (D5) : 2,700 (lower word)
Keep : Cleared
Reset value (D8054) : 0 (upper word)
Reset value (D8055) : 0 (lower word)
Overflow : Cleared
Underflow : Cleared
Use HSC Reset Input : Cleared