Multitec
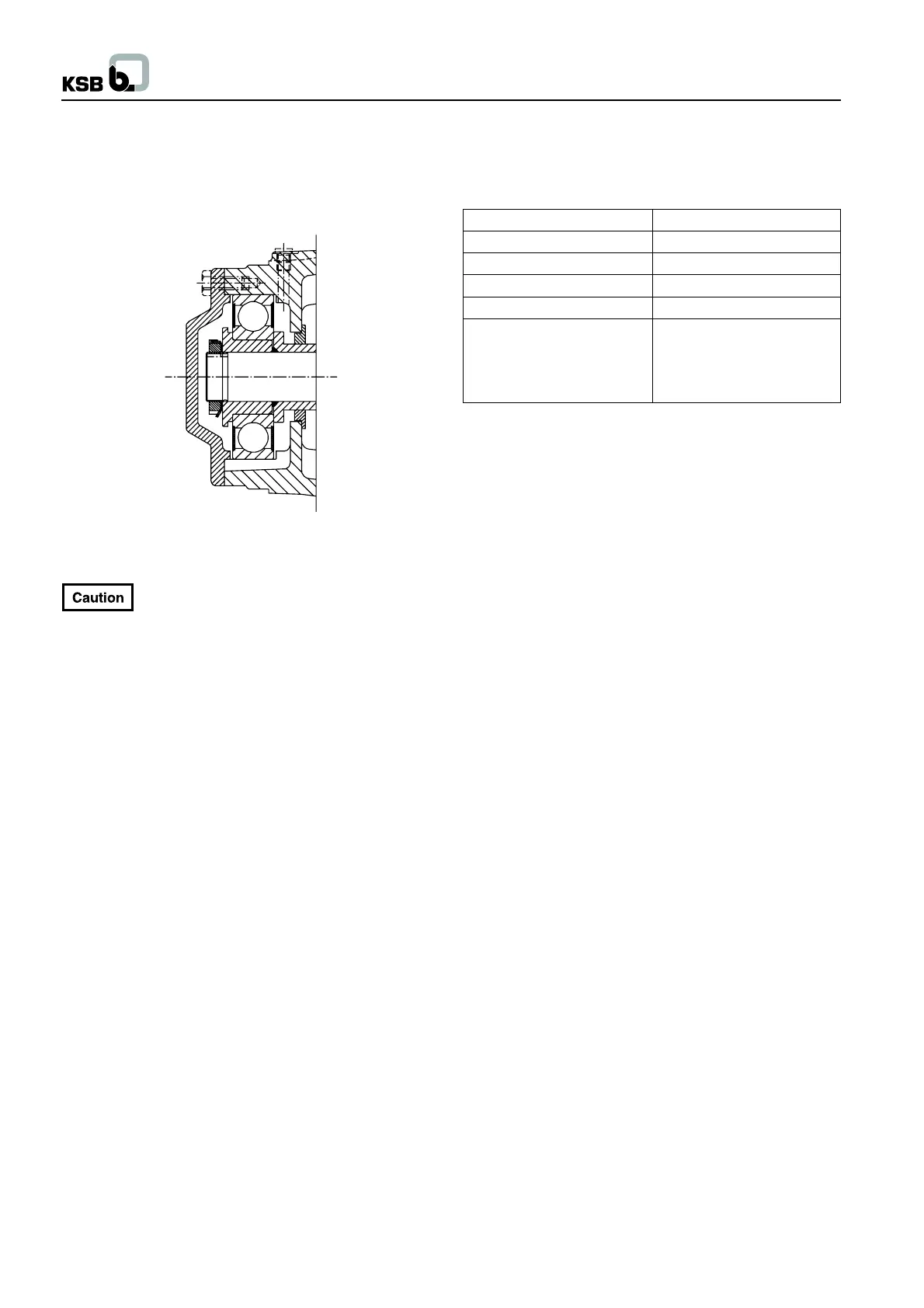
Radial bearings
Versions C and D are equipped with a deep-groove ball bearing
as radial bearing. (The other versions are fitted with a plain bearing
in the suction casing.) The outer race of the deep-groove ball
bearing must have axial play. The bearing is installed without
spacer discs 551.1.
Fig. 7.4-6
7.4.4.1 Temperature of the Rolling Element
Bearings
The temperature of the rolling element bearings,
which run at 3000 1/min and more, can be 90
0
C.
Manual temperature checks are not sufficient !
- The bearings only reach their normal operating temperature
after some hours of operation.
- When a new pump is started up, the bearing temperature may
exceed 95
0
C. After 2 or 3 operating hours, it will sink slowly
and level out to a constant value after approximately one week.
- A temperature rise may occur after service activities
comprising replacement of bearings or dismantling of
hydraulic system.
Should the temperature exceed 100
0
C during pump start-up,
switch off the pump and perform the following checks :
- Check whether the unit is correctly aligned.
- Remove the bearings, check grease quantity.
An excessive grease quantity will cause excessive
temperature.
- Check the bearing type and arrangement (see 7.4.4.4).
- Restart the pump. Ensure tight press fit between outer races
and cover (fixed bearing).
7.5 Re-adjusting the Clearance Gaps
7.5.1 Maximum Clearance Gaps
The following max. diameters of clearances apply :
D
Impellers 230 and 231
Suction side clearance gap 0.8 mm
Clearance gap at the hub 0.8 mm
Balance drum 59-4 0.8 mm
Suction casing 106.1 and 1.0 mm if the product is pumped
spacer sleeve 525.2 (only for From a vessel under vacuum
pump versions C and D) conditions
2.5 mm for all other operating
conditions
7.5.2 Repairs
Clearance between impeller 231 and suction casing :
Pump size 32 to 65 for material codes 10, 11, 12 :
Re-working the suction casing and mounting a spacer casing
wear ring as per ZN 1905 and re-working the impeller.
For other pump sizes and material codes :
Replacing the casing wear ring 521.1 by a spare ring as per ZN
1095 and re-working the impeller.
Clearance between impeller 230 and disc 550.1 resp. casing
wear ring 502.2 :
(Size 32 to 100) :
Various repair methods are possible :
a) Replacing the impellers 230 and discs 550.1 with new parts.
Quick repair method, no-rework of parts required.
b) Re-working the impellers at the impeller eye by deposit
welding and subsequently machining to the original diameter.
This repair method is used for impellers made of stainless
steel.
c) Re-working the impellers 230, re-assembly of stage casings
or diffusers (depending on the pump version) and replacing
the discs made of deep-drawn sheet metal by solid discs.
This repair method does not require KSB spare parts.
22