Complete Parts List is available at www.MillerWelds.com
OM-262506 Page 36
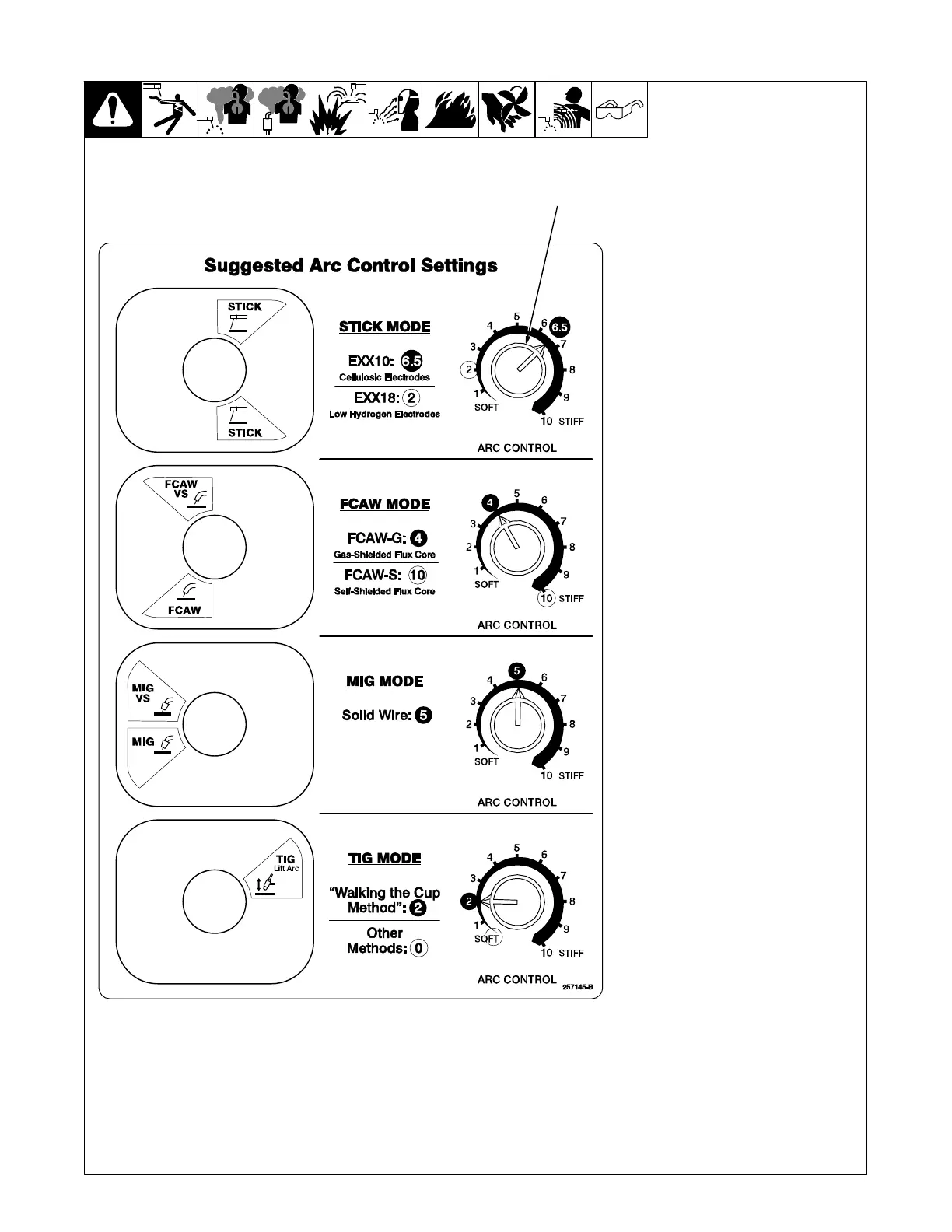
6-4. Arc Control
257 145-B
1 Arc Control
Stick
Control adjusts Dig when Stick is se-
lected on mode switch.
When control is set toward minimum,
short-circuit amperage at low arc
voltage is the same as normal weld-
ing amperage.
When set toward maximum, short-
circuit amperage is increased at low
arc voltage to help prevent the elec-
trode from sticking while welding (see
volt-ampere curves in Section 4-6).
Select setting best suited for applica-
tion.
FCAW/MIG
Control adjusts inductance when
FCAW or MIG position is selected on
the mode switch. Inductance deter-
mines the “wetness” of the weld
puddle. Increasing Arc Control set-
ting decreases inductance, thereby
increasing puddle fluidity (“wet-
ness”). Decreasing Arc Control set-
ting increases inductance, decreas-
ing puddle fluidity.
TIG
When the control is set below 1, Auto
Stop is a variable function of pre-set
weld amperage. This is used with a
short arc length where flare at arc
shutdown cannot be tolerated.
When the control is set above 1, Auto
Stop voltage threshold is a set value
based on pre-set weld amperage (I)
as follows:
I <= 50 A, V=17
I >50 to <=100 A, V=22
I >100 to <=190 A, V=25
I >190A, V=30
This allows for a longer arc length
(such as when “walking the cup”),
where nuisance shutdowns are un-
desirable.
Control is not functional when TIG
Remote mode is selected.
1