THEORY OF OPERATION
Spot Welding Manual for Medar 3-6 MOTOMAN
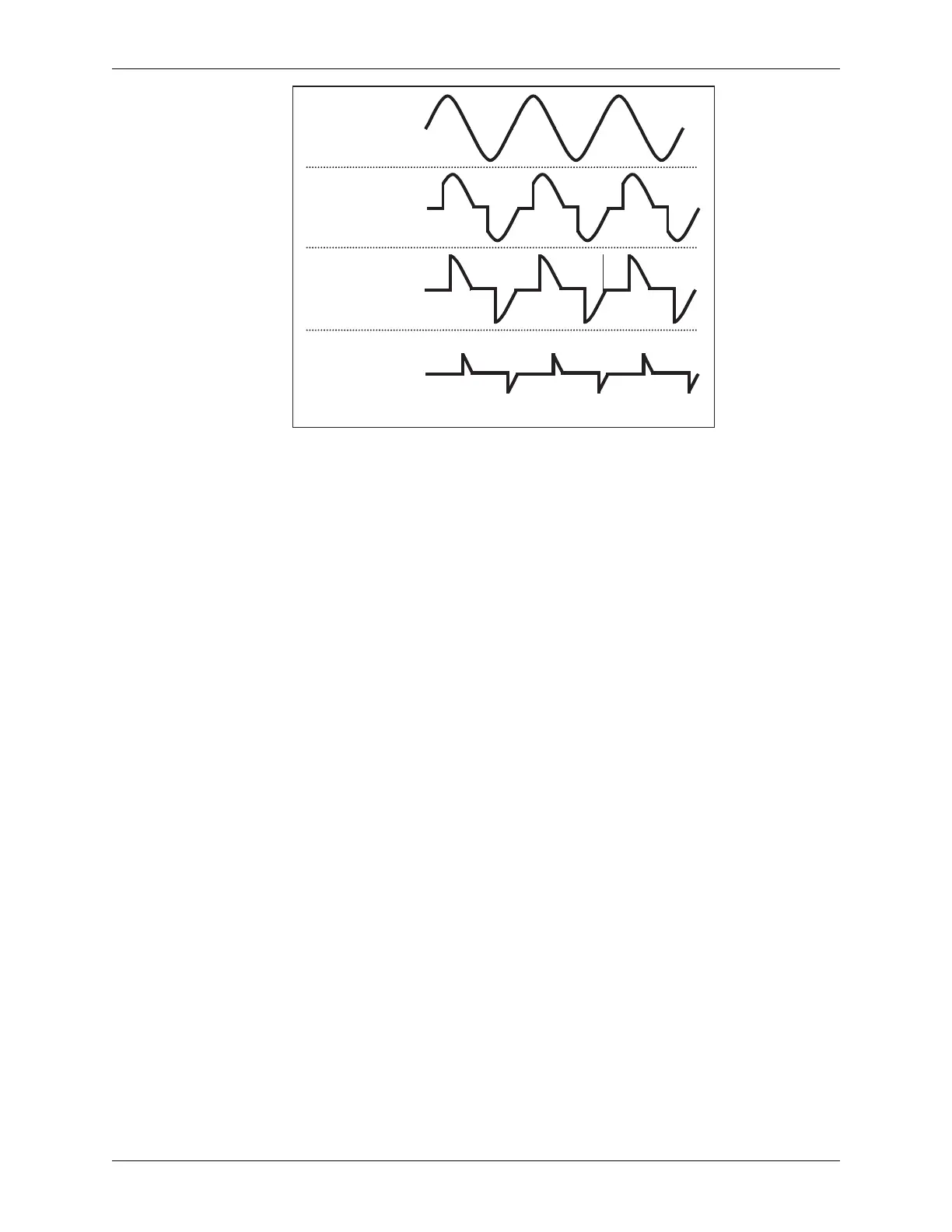
Figure 3-5 Regulating Current
AC welding uses the concept of cycles to determine duration of time. In North
America, the welding buss frequency is 60 Hz, also known as 60 cps (cycles per
second). One complete cycle is equal to 1/60 seconds.
3.5 DC Welding
DC, or MFDC (mid-frequency direct current) uses mid-frequency inverters to
convert AC line power to DC current. MFDC welding improves quality and
reduces costs as well as cycle time. MFDC welding is more energy efficient than
AC welding. Power factor is always “1.” No need to balance power factor when
using multiple guns in a plant. With AC welding, power losses occur from
magnetic flux.
MFDC welding is advantageous for welding aluminum, multiple sheets in a thick
stack, or applications where gun arms are extremely long.
3.6 Spot Welding Theory
The welding gun’s electrodes are made of copper. Because copper is quite
thermally conductive, it draws the heat out of a weld point faster than the
surrounding air, and faster than the surrounding metal of the part. The copper is
also resistant to fusing to steel parts.
The copper is water-cooled. This cooling allows the weld point to solidify after
being melted during weld time (the parts will stay welded together). Too slow or
too much cooling may cause the electrodes to stick to the part. Too little cooling
may cause welds to come apart (especially if the electrodes are used for clamping).
Too rapid cooling can cause the weld spot to crystallize, resulting in an extremely
weak weld.
Pressure increases the area of contact and minimizes resistance between each
electrode and the part surface (the most resistive part of the circuit must be where
the parts join together at the weld point). Too little pressure causes increased
resistance at the tip-to-part contact area. This will result in metal loss as expulsion.
Too much pressure can cause severe indentation at the weld point, because the
electrodes continue to press together as the metal liquefies.
0° firing
45° firing
90° firing
135° firing
 Loading...
Loading...



