SETUP AND OPERATION
MOTOMAN 4-7 Spot Welding Manual for Medar
3. Selecting RESET STEPPER resets to Step 1, weld count zero.
NOTE: When an automatic tip changer is used, the robot job can reset the stepper to Step 1 by pulsing
Universal Output #185. After an automatic tip dressing, the robot job can reset the stepper to
Step 2 by pulsing Universal Output #186.
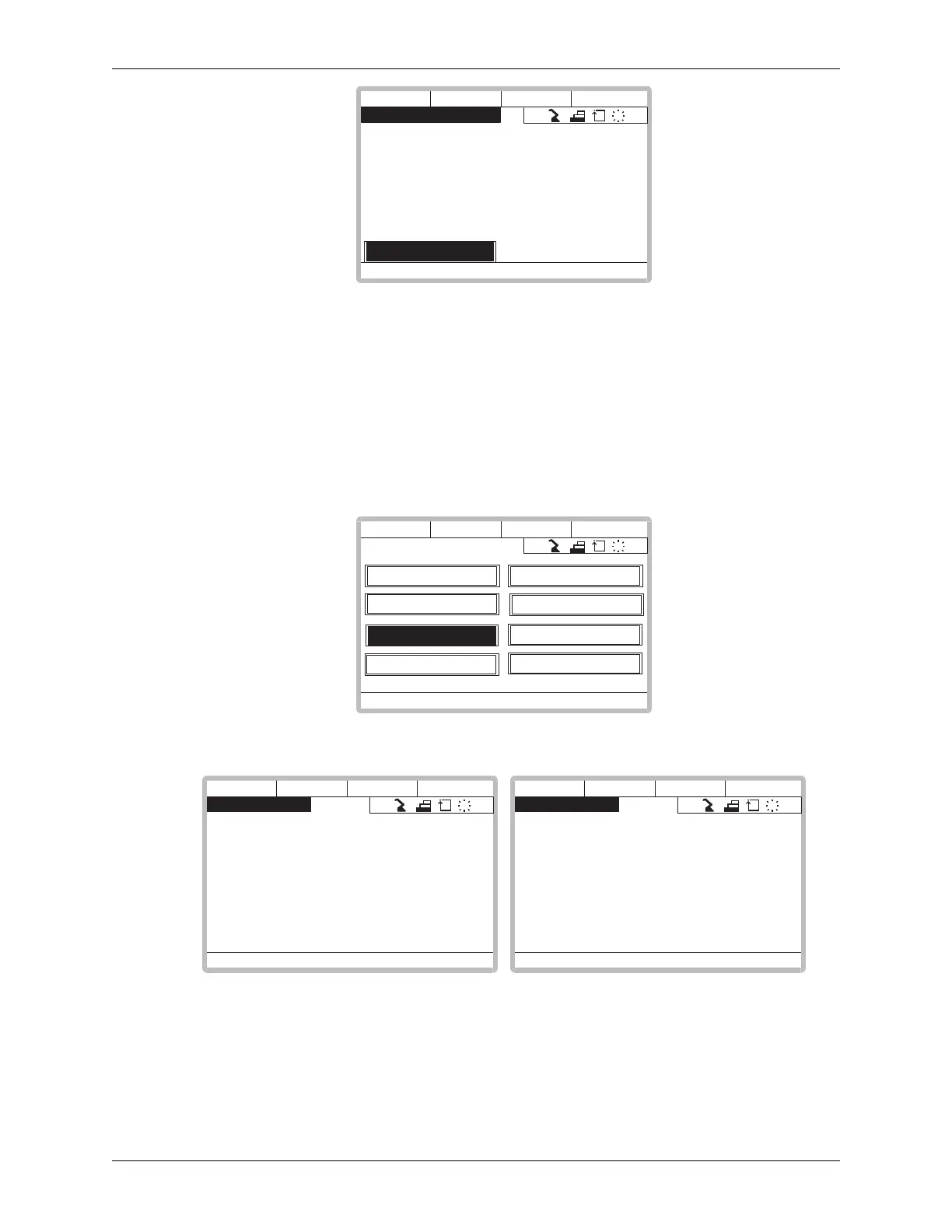
4.6 Monitoring Weld Results
This screen displays weld data. For a complete explanation of C-Factor and Power
Factor data, refer to the Manual for the Medar Integrated Weld Control, Appendix B.
1. From the Spot Welding Function Menu, select WELD MONITOR.
2. The following listing of weld results will appear (the screen on the left shows
the weld results for AC; the screen on the right shows the results for MFDC):
EDIT DISPLAY
DATA UTILITY
R1
S
C
L
STEPPER#1, GROUP#0
TOTAL WELDS :
STEP NUMBER
:
STEP COUNT
:
!
250
2
150
RESET STEPPER
STEPPER CONDITION
R1
S
C
L
I/O ALLOCATION
WELDER CONDITION
GUN CONDITION
WELD MONITOR
WELDING COND
WELD SETUP
STEPPER COND
!
WELD DIAGNOSIS
EDIT DISPLAY
DATA UTILITY
R1
S
C
L
<
PREVIOUS WELD RESULTS
>
C-FACTOR
:
AVG LINE VOLTAGE
:
AVG SEC. CURRENT
:
AVG POWER FACTOR
:
AVG %I USED
:
STEP NUMBER
:
!
140
489
9000
90
42
4
RESET FAULTS
WELD MONITOR
REVISION: 80042MI/T99204-00-05
EDIT DISPLAY
DATA UTILITY
R1
S
C
L
<
PREVIOUS WELD RESULTS
>
C-FACTOR
:
AVG DC BUS (VOLTAGE)
:
AVG SEC. CURRENT
:
AVG POWER FACTOR
:
AVG %I USED
:
STEP NUMBER
:
!
140
425
9000
90
42
4
RESET FAULTS
WELD MONITOR
REVISION: 80042MI/T96204-00-05
 Loading...
Loading...



