36
2.2.4) Vérification des connexions
Les prochaines opérations vous porteront à agir sur des circuits
sous tension, la plupart des circuits sont soumis à très basse tension
de sécurité et donc non dangereuse, certaines parties sont soumises
à la tension de secteur et donc TRÈS DANGEREUSES! Faites très
attention à ce que vous faites et N’OPÉREZ JAMAIS SEULS!
• Alimenter l’armoire de commande et vérifier immédiatement que
la tension présente entre les bornes 8-9 est d’environ 24 Vca.
• Vérifier que, après quelques instants de clignotement rapide, la
Led “OK” clignote à un rythme régulier.
• Vérifier maintenant que les led relatives aux entrées avec
contacts type NC (Normalement Fermé) sont allumées (toutes
les sécurités actives) et que les led relatives aux entrées type NA
(Normalement Ouvert) sont éteintes (aucune commande
présente). Si ce n’est pas le cas, contrôler les connexions et le
bon fonctionnement des différents dispositifs. L’entrée de
“Halte” intervient en éteignant aussi bien FCA que FCC.
• Vérifier la connexion exacte des fin de course; bouger la came
du contact et vérifier que le fin de course intervient en éteignant
la led correspondante sur l’armoire de commande.
• Débloquer le battant et le porter à mi-course puis bloquer, de
cette manière le battant est libre de bouger aussi bien en
ouverture qu’en fermeture.
• Il faudra vérifier maintenant que le mouvement s’effectue dans le
bon sens, c’est-à-dire contrôler la correspondance entre le
mouvement prévu par la logique de commande et le
mouvement effectif des battants. Cette vérification est
fondamentale, si le sens est erroné dans certains cas (par
exemple en mode semi-automatique), l’automatisme pourrait
fonctionner régulièrement en apparence, en effet le cycle
“Ouvre” est semblable au cycle “Ferme” à la différence
fondamentale que les dispositifs de sécurité seront ignorés dans
la manœuvre de fermeture, qui est généralement la plus
dangereuse, et interviendront en ouverture en provoquant une
refermeture contre l’obstacle avec des effets désastreux !
• Pour vérifier si le sens de rotation est exact, il faut donner une
brève impulsion sur l’entrée “Pas-à-pas” (PP); la première
manœuvre que l’armoire de commande effectue après avoir été
alimentée est toujours “Ouvre”, il suffit donc de vérifier si
l’automatisme bouge dans le sens de l’ouverture; si le
mouvement s’effectue dans le mauvais sens, il faut:
Couper l’alimentation
Tourner de 180° le connecteur d’alimentation du moteur
et celui des fin de course. (Réf. “L” et Réf. “G” de la fig.1)
Après avoir effectué les contrôles décrits, il est préférable
de vérifier de nouveau si le sens de rotation est correct en
répétant le dernier point.
La led “OK” positionnée au centre de la carte, a pour fonction de
signaler l’état de la logique interne : un clignotement régulier toutes les
secondes indique que le microprocesseur interne est actif et en attente de
commandes. Quand au contraire le même microprocesseur reconnaît une
variation de l’état d’une entrée (qu’il s’agisse d’une entrée de commande ou
d’un Dip-Switch des fonctions) il génère un double clignotement rapide même
si la variation ne provoque pas d’effets immédiats. Un clignotement très rapide
pendant 3 s indique que l’armoire de commande vient d’être alimentée et est
en train d’effectuer un test des parties internes, enfin un clignotement irrégulier
indique que le test n’a pas eu un résultat positif et qu’il y a donc une anomalie.
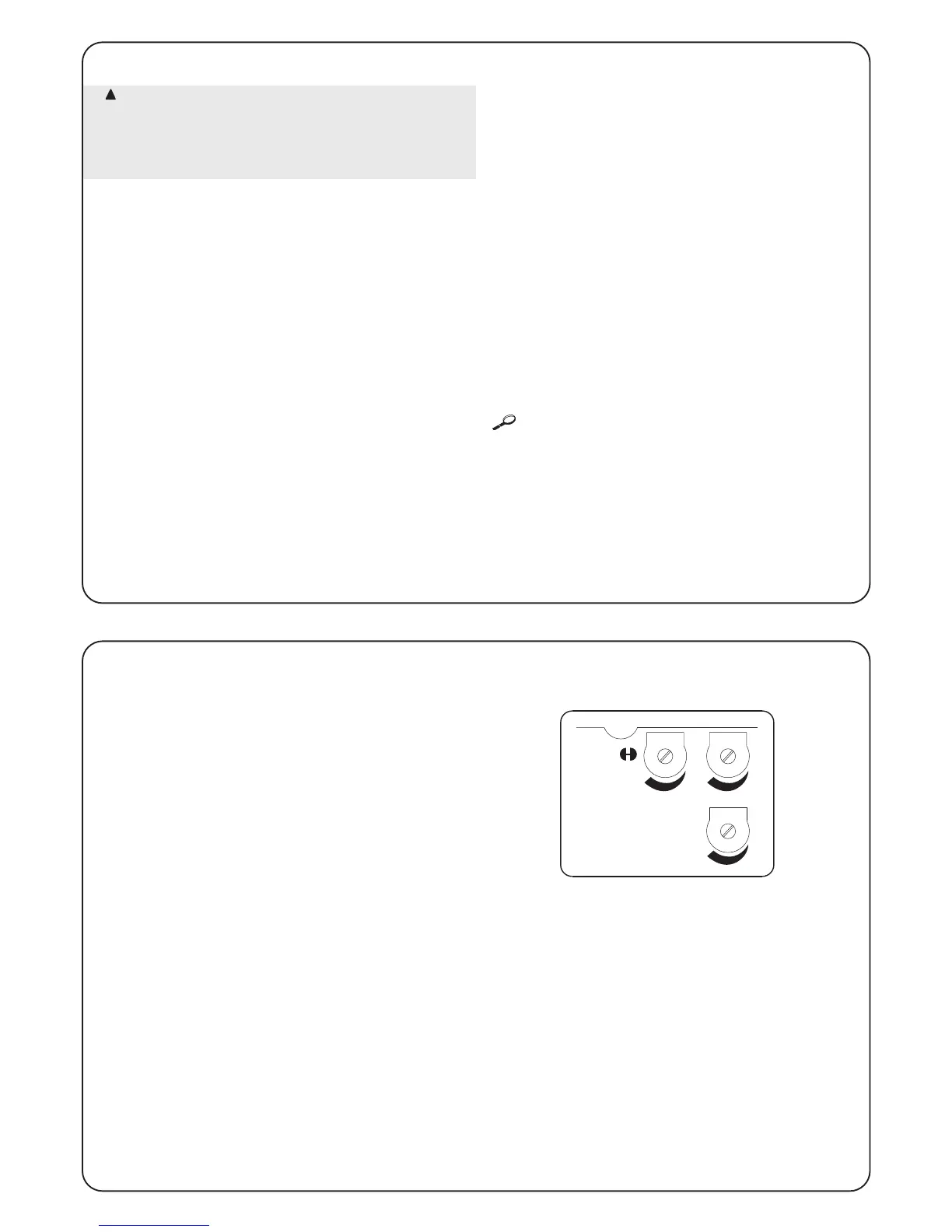
Les réglages peuvent être effectués au moyen des trimmers qui
agissent en modifiant les paramètres suivants:
Temps de Travail (TL):
Règle la durée maximum de la manœuvre d’ouverture ou de
fermeture.
Pour le réglage du Temps de Travail TL, sélectionner le mode de
fonctionnement “Semi-automatique” en mettant sur ON le Dip-Switch
1 puis régler le trimmer TL à mi-course. Avec ces réglages effectuer
un cycle d’ouverture et de fermeture, intervenir éventuellement sur le
réglage du trimmer TL de manière que le temps suffise pour effectuer
toute la manœuvre et qu’il reste encore une marge de 2 ou 3 s.
Si même en mettant le trimmer TL au maximum le temps n’est pas
suffisant, couper le shunt TLM, situé sur le circuit imprimé près du
trimmer TL, de manière à obtenir un Temps de Travail plus long (TLM).
Si l’on veut utiliser la fonction de ralentissement, il sera nécessaire de
régler le Trimmer de manière que la phase de ralentissement
commence 50 - 70 cm avant l’interruption des fin de course.
La modification du temps de travail sera efficace à partir de la
manœuvre d’ouverture successive.
Temps De Pause (TP):
Dans le fonctionnement “Automatique” il règle le temps entre la fin de
la manœuvre d’ouverture et le commencement de la manœuvre de
fermeture.
Pour le réglage du Temps de Pause TP, sélectionner le mode de
fonctionnement “Automatique” en déplaçant sur ON le Dip-Switch 2,
puis régler le trimmer TP comme on le souhaite. Pour la vérification il
faut effectuer une manœuvre d’ouverture, puis contrôler le temps qui
s’écoule avant la refermeture automatique.
Force (F):
Il faut faire particulièrement attention au réglage du trimmer Force (F),
ce réglage peut influencer le degré de sécurité de l’automatisme.
Pour le réglage, il faut procéder par tentatives successives en
mesurant la force appliquée par le battant et en la comparant à celle
qui est prévue par les normes.
3) Réglages:
 Loading...
Loading...