Version 1.1.1 - 2021-1-25 37Translation of original instruction
MB4 EN
MB4_GB_5.fm
INFORMATION
The spindle bearing is lifetime-lubricated. It is not necessary to lubricate it again.
Every six
months
Adjustment Z axis
Lubricate
Clamp the milling head.
Remove the service cover from the column.
Lubricate the gearwheels.
When neces-
sary
Spindle nut cross table
Readjusting
Increased gap in the milling table spindles can be reduced by
resetting the spindle nuts. The spindle nuts are reset by reduc-
ing the thread flanks of the spindle nut by means of a take-up
screw. After the reset, it is necessary to check if there is still
smooth movement over the entire path, otherwise wear is con-
siderably increased due to friction between the spindle nut and
the spindle. The regulating screw of the spindle nut of the Y
axis is accessible from the rear side, the regulating screw of
the spindle nut of the x axis is accessible from the right or left
side of the milling table.
When neces-
sary
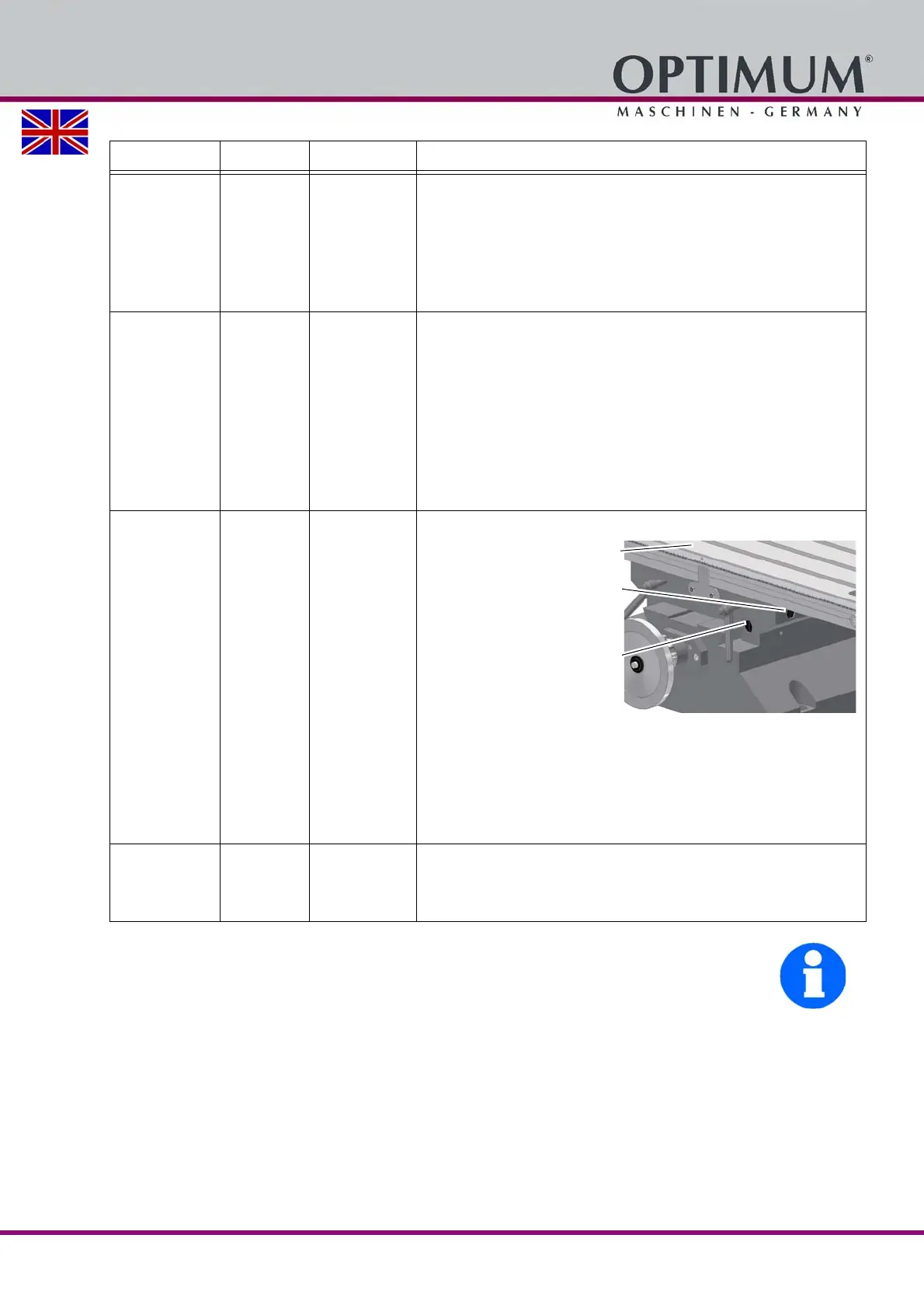
V-ledges
Readjusting
X and Y axis
Abb.5-4: Milling table
Turn the adjusting screw of the corresponding V-ledge
clockwise. The V-ledge is pushed further inward thus
reducing the play in the guide rail.
Check the settings. The corresponding guide rail must be
more easily movable but ensure stable guidance.
When neces-
sary
V-ledges
Readjusting
Z axis
Proceed as described under "Readjusting X and Y axis".
Interval Where? What? How?
Milling table
Adjusting screw screw V-ledge
X axis right side
Adjusting screw screw V-ledge
Y axis front