Operation
20
DTX-2200-3000 AC/DC
14.1.1 Part to be welded
The part to be welded must always be connected to ground in order to reduce electromagnetic emission. Much
attention must be afforded so that the ground connection of the part to be welded does not increase the risk of
accident to the user or the risk of damage to other electric equipment. When it is necessary to connect the part to
be welded to ground, you should make a direct connection between the part and the ground shaft. In those
countries in which such a connection is not allowed, connect the part to be welded to ground using suitable
capacitors, in compliance with the national regulations.
14.1.2 Welding Parameters
Table 3 shows the currents to use with the respective electrodes for TIG welding. This input is not absolute but is
for your guidance only; read the electrode manufacturers’ instructions for a specific choice. The diameter of the
electrode to use is directly proportional to the current being used for welding.
Table 3
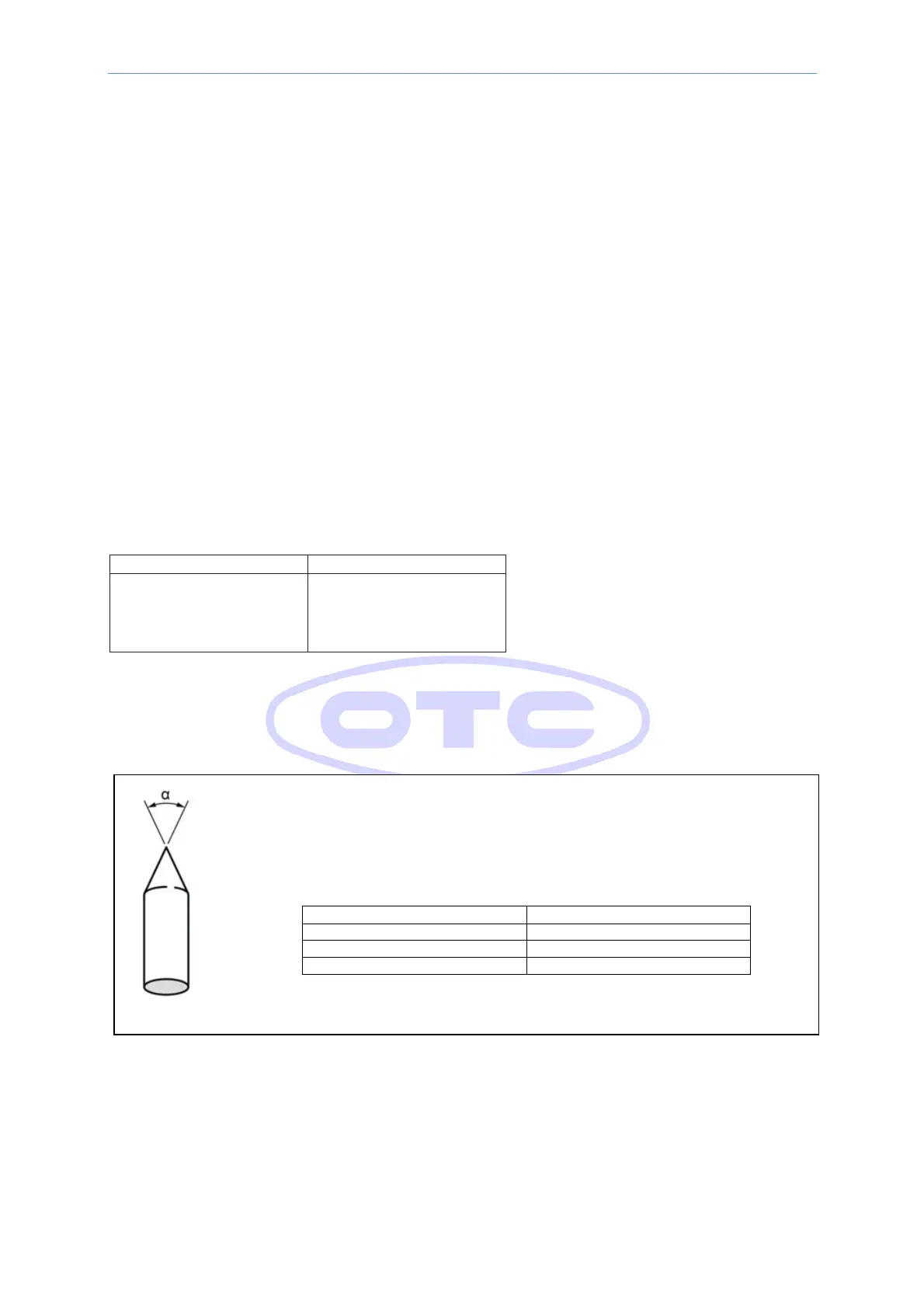
Before use, sharpen the tungsten electrode, forming a tip about 1,5 times its diameter.
Ø ELECTRODE
(mm)
CURRENT
(A)
1,2
1,6
2,4
3,2
4,0
10 - 80
70 - 150
140 - 250
225 - 400
300 - 500
Image 5
If the electrode comes into contact with the work piece, the point must be formed
again
The point on the electrode must be shaped
as
shown in the figure.
(°)
Strom (A)
30 0 - 30
60 - 90 30 - 120
90 - 120 120 -150