Operation
41
DTX-2200-3000 AC/DC
1) Start the welding machine by turning the power supply switch to position I.
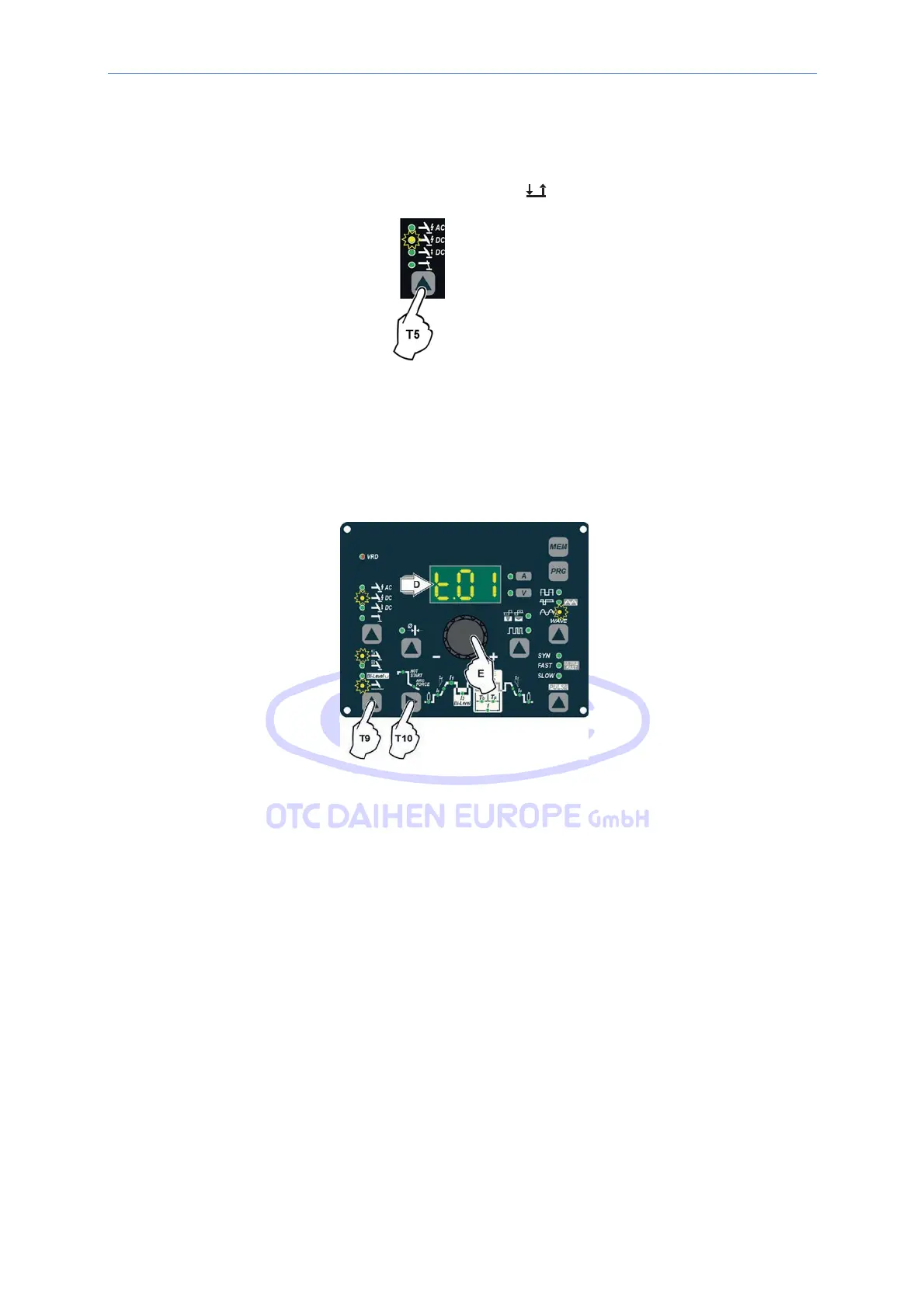
2) Push the SELECT WELDING PROCESS (T5) key and select the TIG DC process, with HF ignition.
3) Press the WELDING MODE SELECTION Key (T9) and go to one of the SPOT WELDING Multi-
coldTack function. The TACK WELD LED flashes, whereas the LED is lit continuously.
4) Push and release the SELECT WELDING PARAM- ETERS (T10) key to be able to set the 2
parameters by rotating the ENCODER Knob (E):
• Total tack welding time “t...” for the sequence of individual ColdTack points (0,01-10,0 sec).
• Individual ColdTack point “P...” time (0,01-1,0 sec).
5) By pushing the WELDING PARAMETERS SELECTION (T10) key a number of times it is possible to set the
various TIG WELDING PARAMETERS (see the “TIG Welding” paragraph - WELDING PARAMETERS).
6) Hold the SELECT WELDING PARAMETERS (T10) key down to save the parameters chosen.
7) Once the all the selections/regulations indicated above have been made, welding can begin. Ignite the arc
using “distance” ignition or by touching the work piece to be welded with the tungsten tip. In the latter case,
the “Perfect-Point” mode is activated.
8) During the welding process the DISPLAY shows the real Amps (A) at which the operator is actually welding.