Operation
53
DTX-2200-3000 AC/DC
2200 AC/DC 3000 AC/DC
TIG DC 5 - 220 A 5 - 300 A
TIG
AC
DYNAMIC TIG
SPEED TIG
COLD TIG
SOFT TIG
5 - 220 A
5 - 220 A
16 - 127 A
16 - 156 A
5 - 300 A
5 - 300 A
5 - 173 A
5 - 212 A
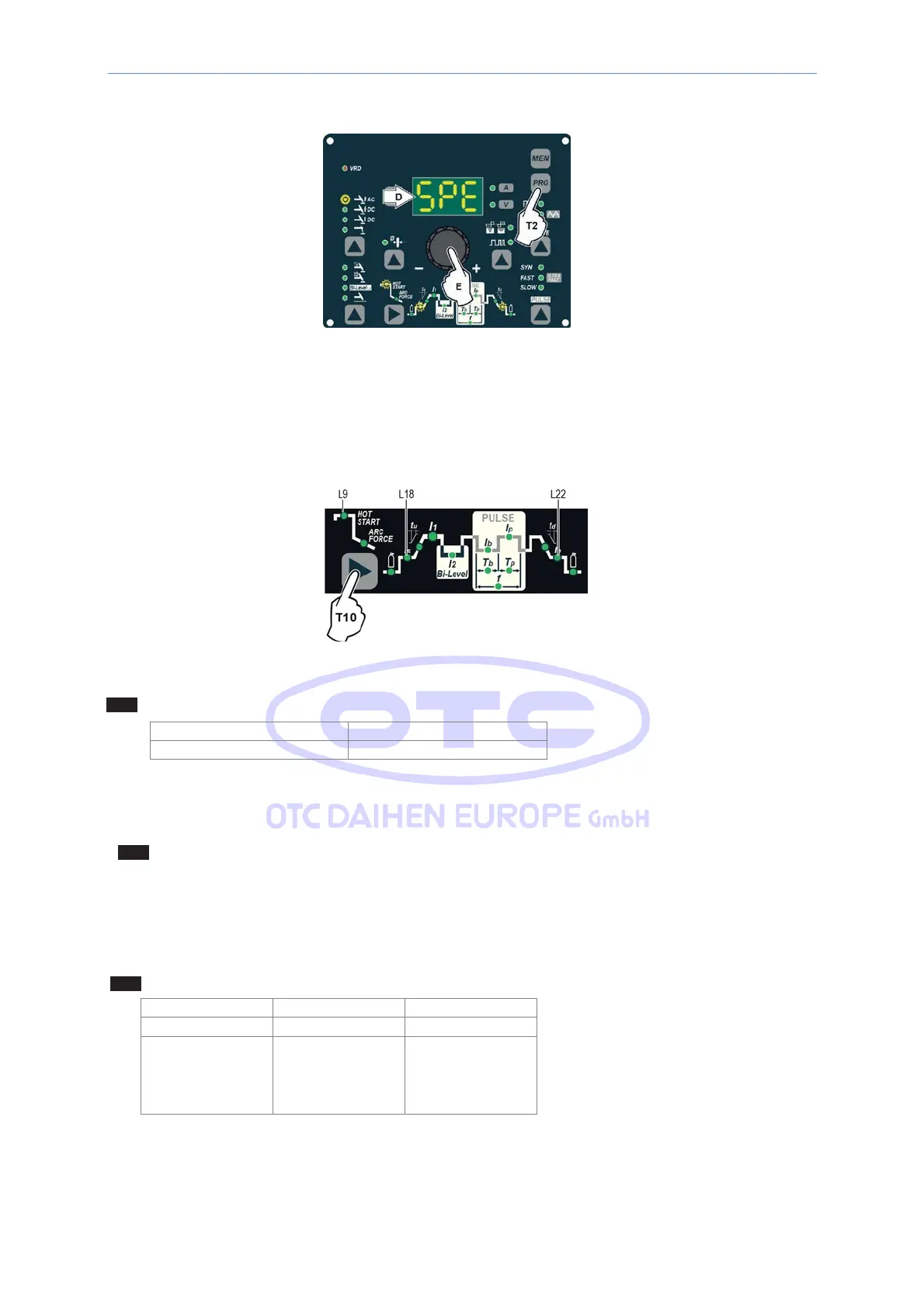
5) Press the “PRG” PROGRAM key (T2) to confirm.
The WELDING PARAMETERS included, that can be programmed and changed (by turning the ENCODER
knob) in the SPECIAL (SPE) configuration, along with those in the STANDARD configuration, can be set by
pushing the WELDING PARAMETER SELECTION button (T10) successively:
L9 IGNITION CURRENT
2200 AC/DC 3000 AC/DC
5 - 220 A 5 - 300 A
WARNING: This can only be programmed for TIG AC with HF
ig
nition - TIG DC with HF
ignition
welding
processes.
L9 IGNITION TIME duration (t.01 (0,01 sec) - t.50 (0,50 sec))
WARNING: This can only be programmed when the TIG AC with HF ignition welding process is active.
WARNING: If the value of these 2 parameters is too low, this could prejudice ignition.
L18 IGNITION welding CURRENT
WARNING: This can only be programmed when the TIG AC
with
HF
ignition
or TIG DC with HF
ignition
welding processes and the 2 STROKES welding mode are used.