MAN. PS 254 EN – Ind. 2 53
Fig. 3.9 Fig. 3.10
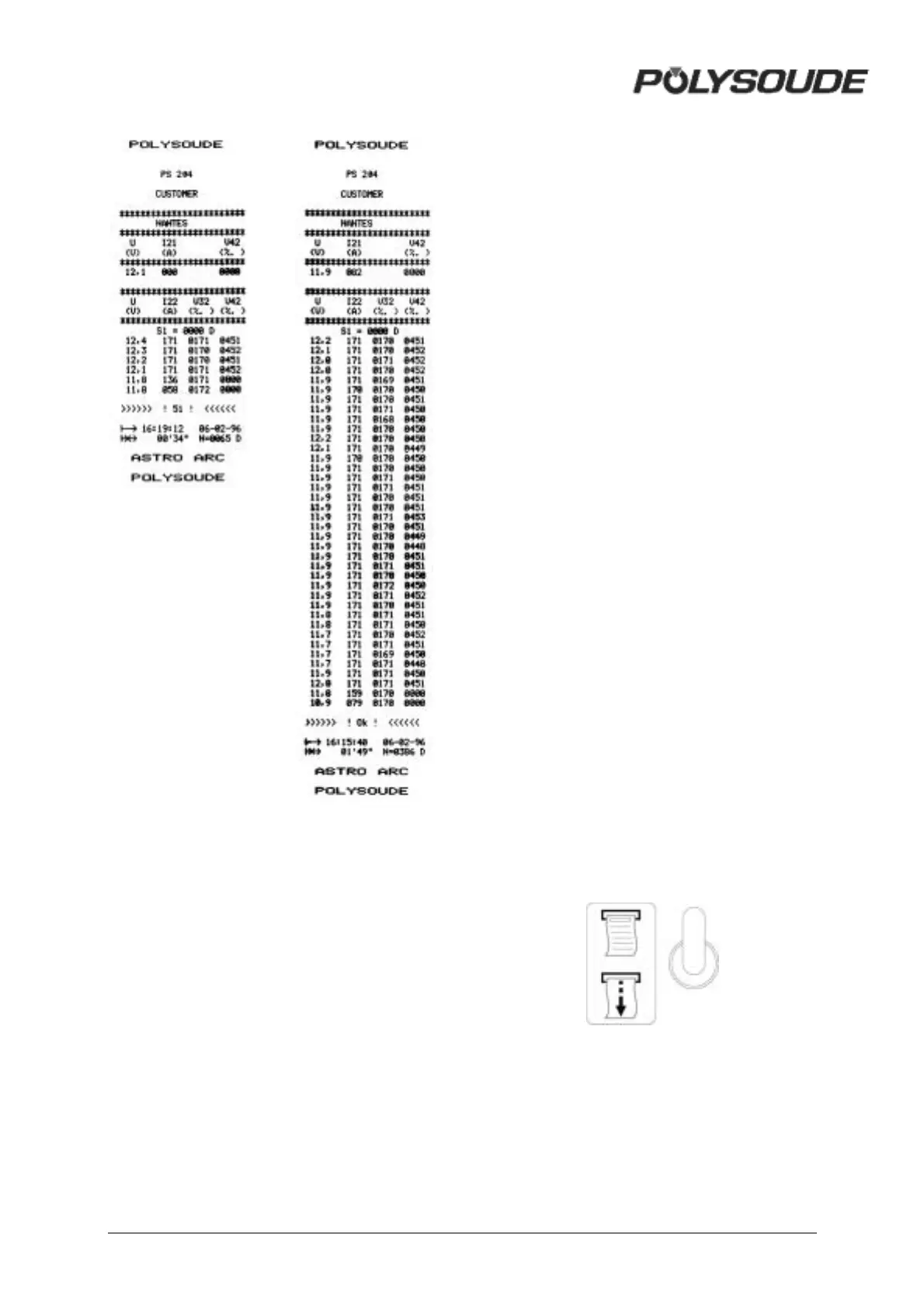
Fig. 3.9 : Example of a weld cycle report
with manual downslope, denoted by error
code >>>> ! 52 ! <<<<
Fig. 3.10 : Example of a weld cycle report
with a normal cycle end, denoted by
>>>> ! OK ! <<<<
3.4.5. End of welding cycle
! Normal end of welding cycle
In the case of a normal end of the welding
cycle, the indicator on the remote control
pendant extinguishes. The power source is
now ready to start a new cycle.
N.B.: welding head that is fitted out with an
"open head" position sensor will be
automatically positioned in this way at the
regular end of a cycle.
! Weld cycle report
At the end of every weld, you can print a weld
cycle report indicating periodically the real
values of the main weld parameters. This
listing is provided automatically if
preprogrammed. After a weld cycle in
simulation mode, no weld report can be given.
The weld cycle report consists of:
• The name of your company.
• The program name.
• Values of periodically taken
measurements of the voltage, amperage,
rotation speed and wire speed during the
cycle.
• Reason for stop ("OK" for a normal cycle
end, if not, error code).
• Time of cycle start.
• Date of weld.
• Length of cycle.
• Tungsten location.
! Reprint of a weld cycle report
If the printout of a weld cycle report fails, for
example because of a lack of paper, it is
possible to restart it by pushing the switch SY
29 situated at the right of the printer upwards.
Fig. 3.11 : Printer switch
3.4.6. Manual weld cycle stop
! Manual weld cycle stop with downslope
The manual downslope button BT 6 on the
remote control pendant starts the programmed