80 MAN. PS 254 EN – Ind. 2
5.1.3. TS/TP welding heads for welding
of tubes to tubesheet
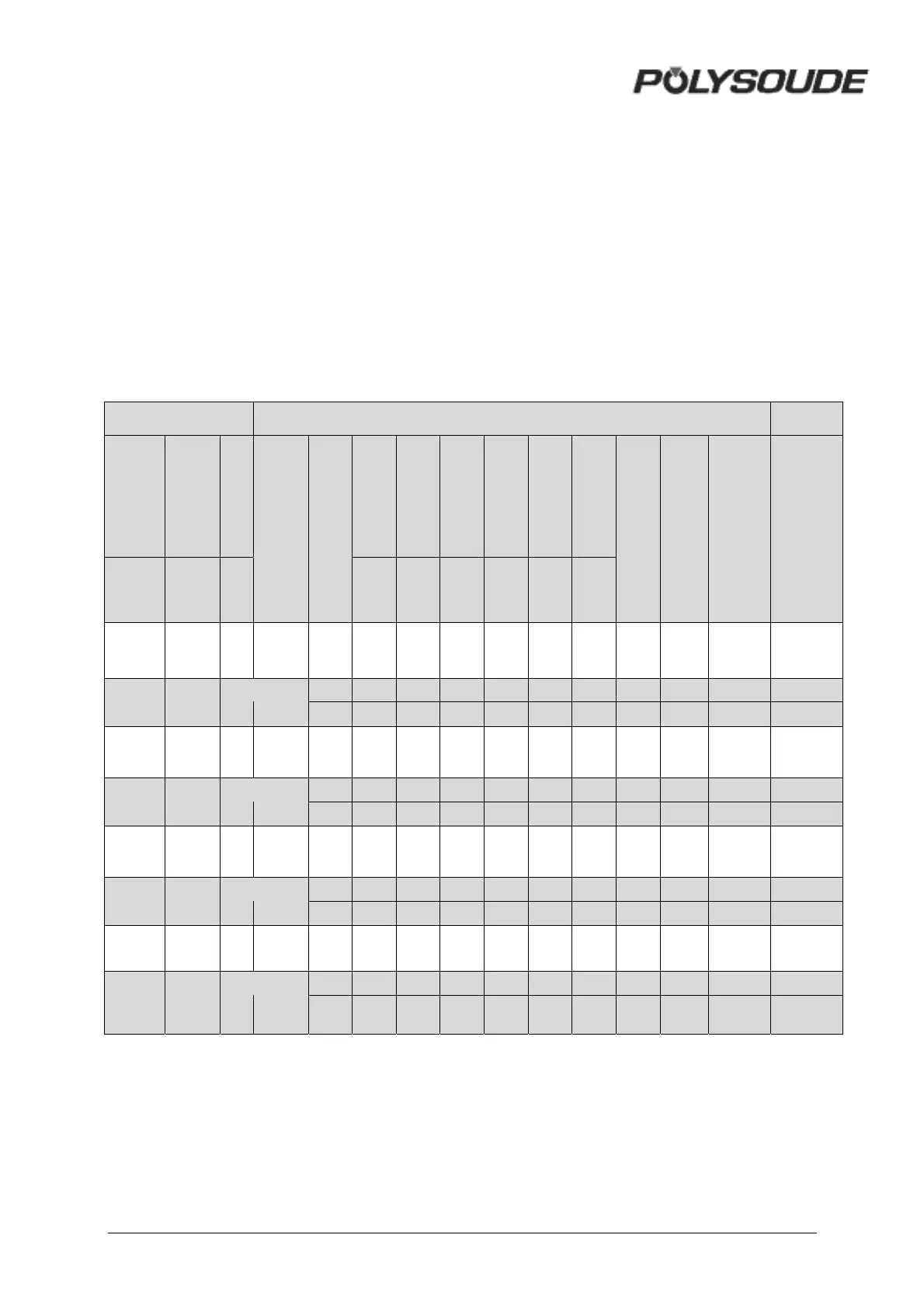
Tube to tubesheet welds may have two
geometrical shapes : flushing or protruding
tubes. For welds of flushing tubes, one pass is
required. For welds of protruding tubes, make
two passes (one with wire and one without
wire). In this case a welding bevel is needed
on the workpiece (angle = 45°,
height: 1.5 mm). For leak resistant welds of
protruding tubes, make one pass (without a
bevel) and then a second pass corresponding
to the tube to be welded.
Tubes to be welded
Set-up before welding Range
Material
Ø OD
Wall thickness
Tube
protruding/flushing
Angle of torch
Distance
électrode/plaque
Distance
electrode/work
piece
Distance
electrode/wire
Ø Electrode
Tip angle
Nose
Ø wire
N° of layer
Built-in program
number
mm
mm
mm
mm
mm
mm
degrees
mm
PS 254
Stainless
25 2
Flushing
0° 2.5 1 2 2.4 30° 0.2 0.8 1/1 81 X
15° 0.5 1.2 2.4 30° 0.2 1/2 83 X
Stainless
25 2
Protruding
15° 2 2 1.2 2.4 30° 0.2 0.8 2/2 84 X
Stainless
26.7 1.5
Flushing
0° 3 1 2.2 2.4 30° 0.2 0.8 1/1 85 X
15° 0.5 1.2 2.4 30° 0.2 1/2 87 X
Stainless
26.7 1.5
Protruding
15° 2 2 1.2 2.4 30° 0.2 0.8 2/2 88 X
Mild
steel
25 2.5
Flushing
30° 2 2 1.2 2.4 30° 0.2 0.8 1/1 90 X
30° 0.5 1.2 0.5 2.4 30° 0.2 1/2 91 X
Mild
steel
25 2.5
Protruding
30° 2 2.2 1.2 2.4 30° 0.2 0.8 2/2 92 X
Mild
steel
25 3
Flushing
0° 2 1 1.2 2.4 30° 0.2 0.8 1/1 93 X
15° 0.5 1.2 2.4 30° 0.2 0.8 1/2 95 X
Mild
steel
25 3
Protruding
15° 2 2 1.2 2.4 30° 0.2 0.8 2/2 96 X