OM-610-1002-1 Operator’s Manual Rev 37
PDS-2010 SECTION 6 MAINTENANCE page 57
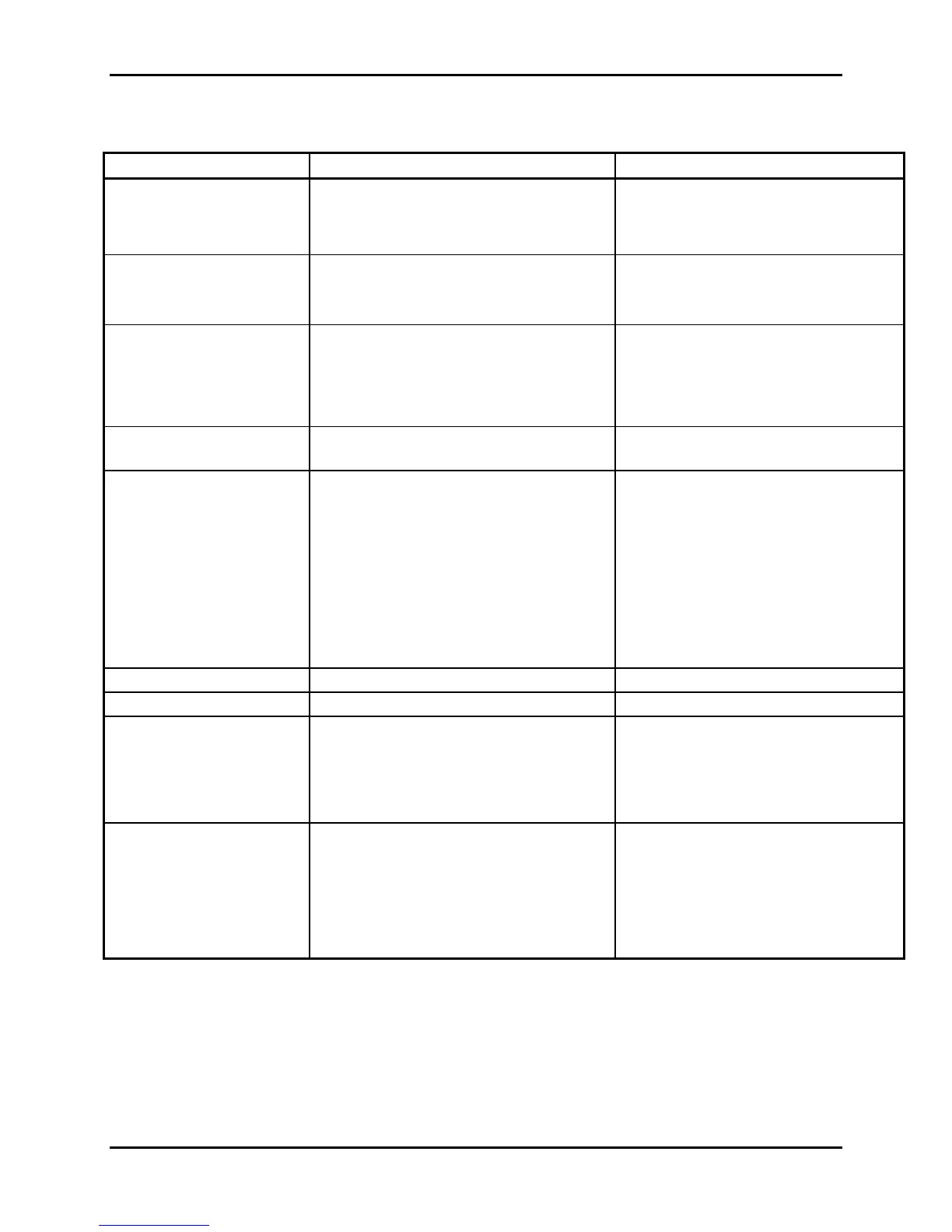
COATING PROBLEMS AND SOLUTIONS
PROBLEM CAUSE SOLUTION
No significant pressure rise
and the run takes too long.
Chamber SP too low.
Blocked chamber - Inlet port.
Increase Chamber SP. 25 vacuum units
above Base is typical for Parylene C.
Remove and Clean Inlet Baffle.
Cloudy coating or high
dimer content.
Chamber SP too high.
Initial pressure overshoot.
Lower Chamber SP.
See next entry.
Initial pressure overshoot
more than 2-3 vacuum
units.
Vaporizer temperature ramp up to fast.
Chamber loop too aggressive.
Vaporizer temperature not controlled.
Increase Vaporizer Pb1 by 10%.
Increase Chamber Pb1 by 10%.
See next entry.
Vaporizer temperature not
controlled.
Check for possible malfunction of heater
or thermocouple.
If temperature overshoots, increase
Vaporizer Pb1 by 10%.
Uneven coating
distributions in the
chamber.
Parts not uniformly loaded in the
chamber.
Chamber baffle warped, clogged or loose
fitting.
Fixture rotation not operating.
Load parts as recommended in
“Orientation of Substrate”.
Correct inlet baffle problem.
Check that FIXTURE DRIVE is On.
Observe rotation through the chamber
view port.
Coating too thick. Too much dimer powder in the boat. Decrease the dimer load.
Coating too thin. Too little dimer powder in the boat. Increase the dimer load.
High Parylene dimer
content in the coating.
Insufficient Pyrolysis.
Too high a coating set point.
Check that the Furnace Set Point and
Vaporizer Set Point are set according
to the Process Control Parameters
Table.
Lower Chamber Set Point.
Impurities in coating. Too high dimer content.
Vacuum leaks introducing other gasses.
Black flecks from dirty Pyrolysis Tube.
Reduce Chamber SP.
Fix vacuum leaks.
Clean out Pyrolysis Tube, brush out all
ash.