Predrilling procedure
1. The part program or ShopMill program to be processed has been created
and you are in the editor.
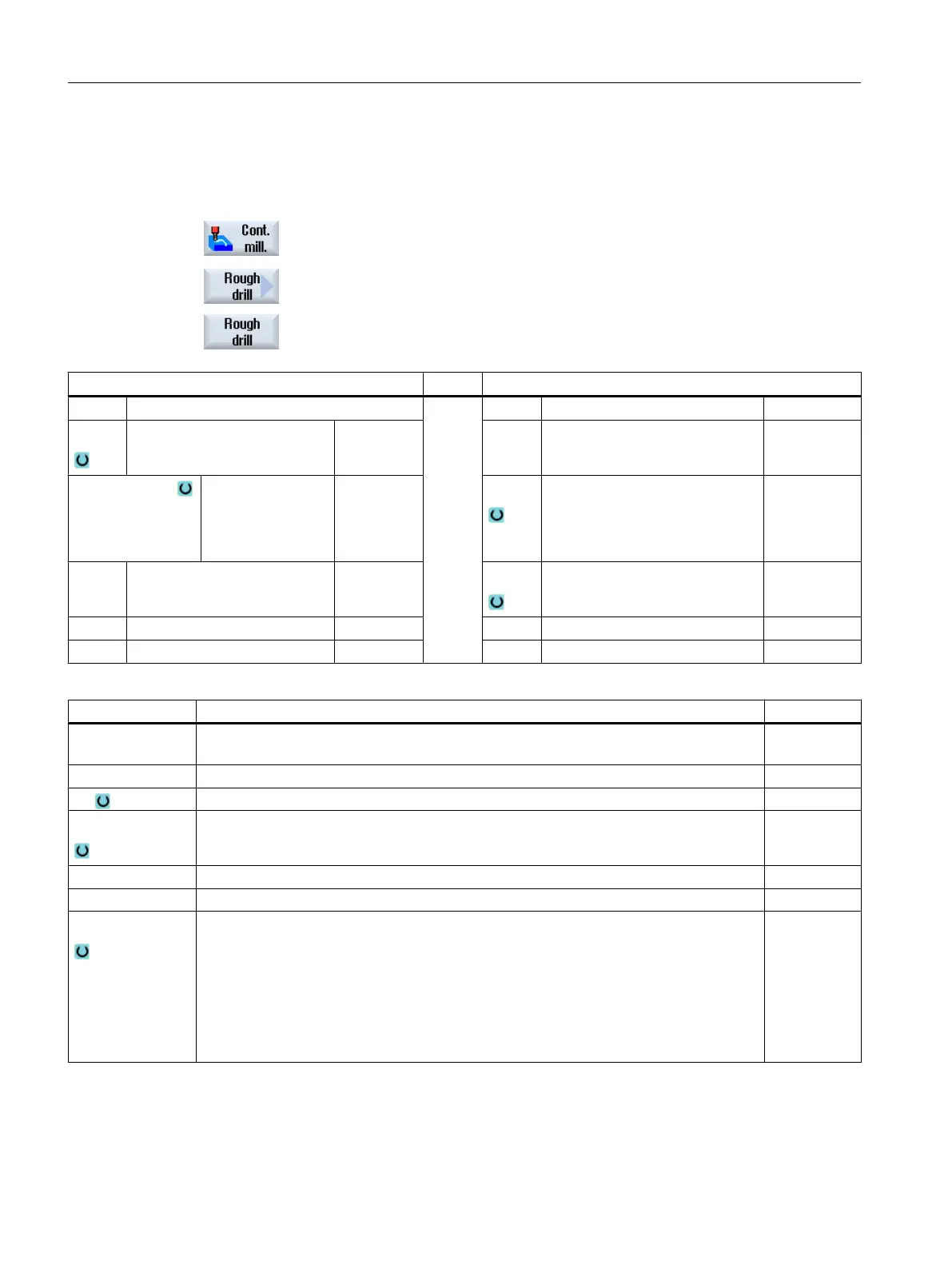
2. Press the "Cont. mill.", "Predrilling", and "Predrilling" softkeys.
The "Predrilling" input window opens.
Parameters, G code program Parameters, ShopMill program
PRG Name of the program to be generated T Tool name
PL Machining plane D Cutting edge number
Milling direction
● Synchronous
operation
● Up-cut
operation
F Feedrate mm/min
mm/tooth
RP Retraction plane mm S / V Spindle speed or constant cutting
rate
rpm
m/min
SC Safety clearance mm
F Feedrate mm/min
Parameter Description Unit
TR Reference tool Tool, which is used in the "Stock removal" machining step. This is used
to determine the plunge position.
Z0 Reference point in the tool axis Z mm
Z1 Pocket depth (abs) or depth referred to Z0 (inc) mm
DXY
● Maximum plane infeed
● Maximum plane infeed as a percentage of the milling cutter diameter
mm
%
UXY Finishing allowance, plane mm
UZ Finishing allowance, depth mm
Lift mode Lift mode before new infeed
If the machining operation requires several points of insertion, the retraction height to
which the tool is retracted, is selected as follows:
● To retraction plane
● Z0 + safety clearance
If there are no elements larger than Z0 in the pocket area, "Z0 + safety clearance" can
be selected as the lift mode.
mm
mm
Programming technological functions (cycles)
10.3 Contour milling
Milling
500 Operating Manual, 08/2018, 6FC5398-7CP41-0BA0
 Loading...
Loading...

















