17.3 Inserting a block
You have the option of traversing the axes and writing the current actual values directly to a
new position block.
Requirement
"AUTO" mode: The program to be edited is selected.
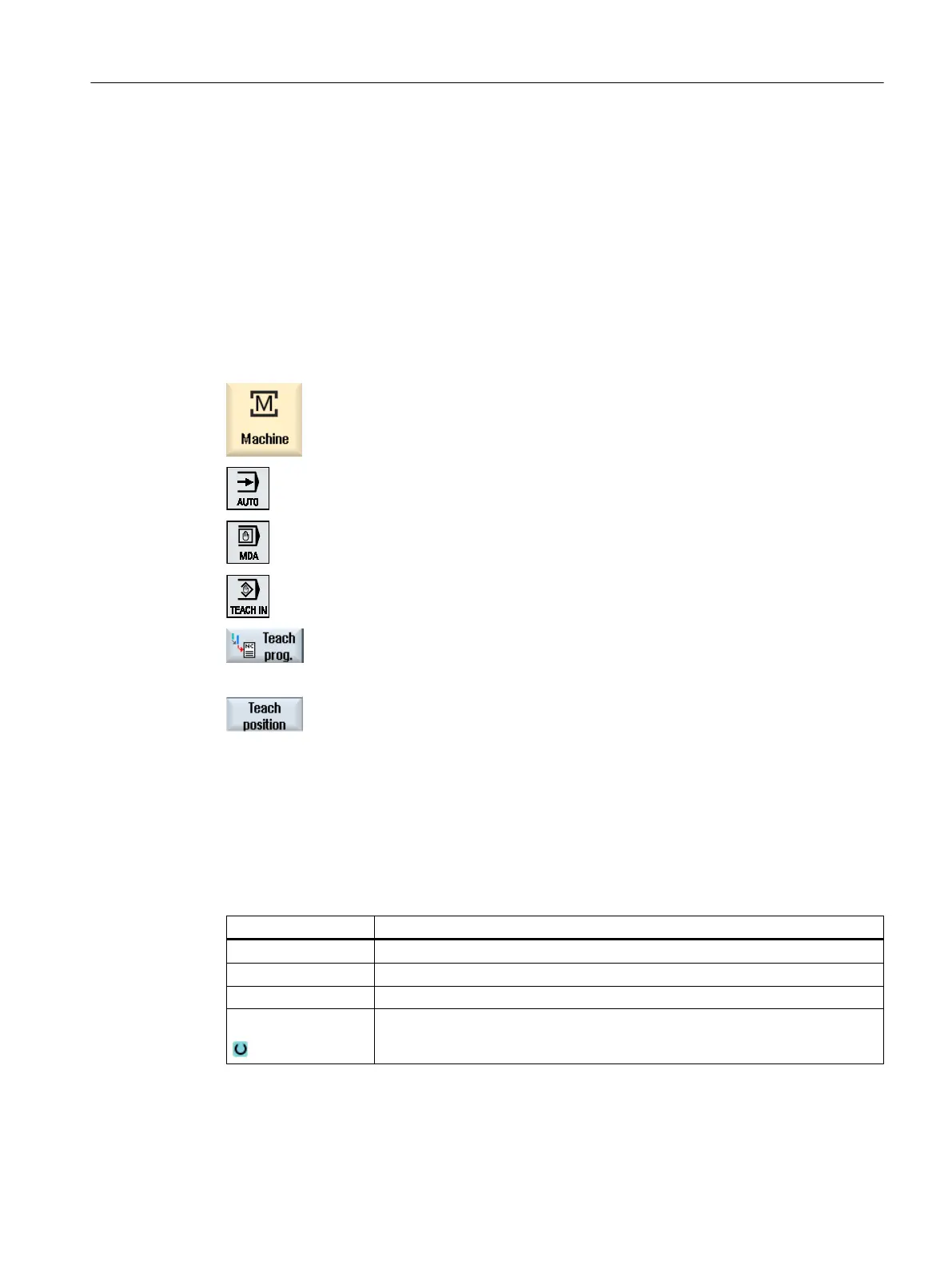
Proceed as follows
1. Select the "Machine" operating area.
2. Press the <AUTO> or <MDA> key.
3. Press the <TEACH IN> key.
4. Press the "Teach prog." softkey.
5. Traverse the axes to the relevant position.
6. Press the "Teach position" softkey.
A new program block with the current actual position values will be cre‐
ated.
17.3.1 Input parameters for teach-in blocks
Parameters for teach-in of position and teach-in of G0, G1, and circle end position CIP
Parameter Description
X Approach position in X direction
Y Approach position in Y direction
Z Approach position in Z direction
F Feedrate (mm/r; mm/min) - only for teach-in of G1 and circle end position CIP
Teaching in a program
17.3 Inserting a block
Milling
Operating Manual, 08/2018, 6FC5398-7CP41-0BA0 851
 Loading...
Loading...

















