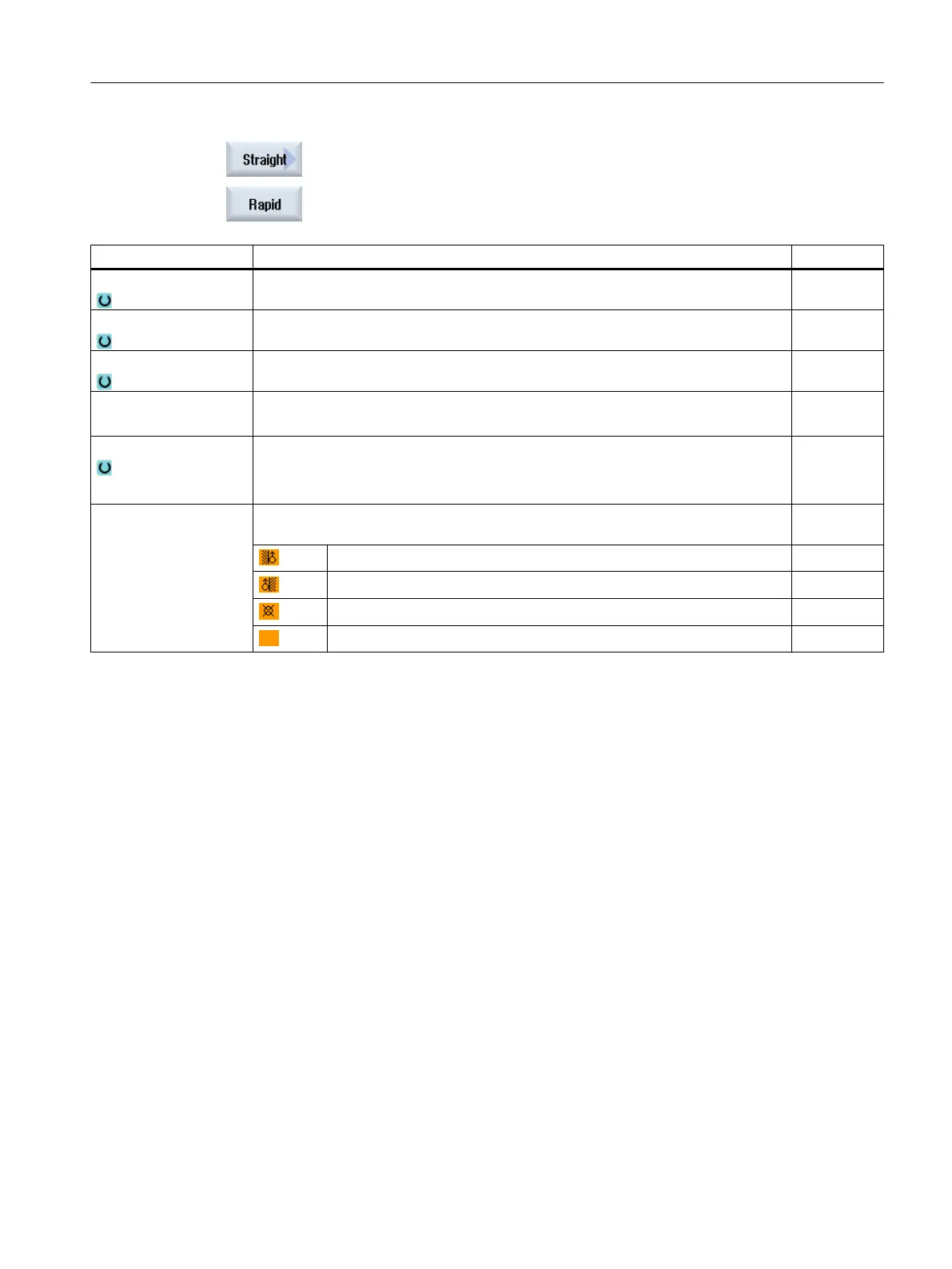
3. Press the "Straight line" softkey.
4. Press the "Rapid traverse" softkey to enter the feedrate in rapid traverse.
Parameter Description Unit
X Target position X (abs) or target position X referred to the last programmed position
(inc)
mm
Y Target position Y (abs) or target position Y referred to the last programmed position
(inc)
mm
Z Target position Z (abs) or target position Z referred to the last programmed position
(inc)
mm
Note
Incremental dimensions: The sign is also evaluated.
F Machining feedrate mm/rev
mm/min
mm/tooth
Radius compensation Input defining which side of the contour the cutter travels in the programmed direc‐
tion:
Radius compensation to right of contour
Radius compensation to left of contour
Radius compensation off
The previously programmed setting for radius compensation is used.
10.7.9 Programming a circle with known center point
The tool travels along a circular path from its actual position to the programmed circle end
point. You must know the position of the circle center point. The control calculates the radius
of the circle/arc on the basis of your interpolation parameter settings.
The circle can only be traversed at machining feedrate. You must program a tool before the
circle can be traversed.
Programming technological functions (cycles)
10.7 Additional cycles and functions in ShopMill
Milling
Operating Manual, 08/2018, 6FC5398-7CP41-0BA0 663
 Loading...
Loading...

















