If the tool does not round the corner at the end of the cut, it is raised by the safety distance or
a value specified in the machine data at rapid traverse. The cycle always observes the lower
value; otherwise, stock removal at inner contours, for example, could cause the contour to be
damaged.
Machine manufacturer
Please also refer to the machine manufacturer's instructions.
● Finishing
Finishing is performed in the same direction as roughing. The cycle automatically selects
and deselects tool radius compensation during finishing.
Procedure
1. The part program or ShopMill program to be processed has been created
and you are in the editor.
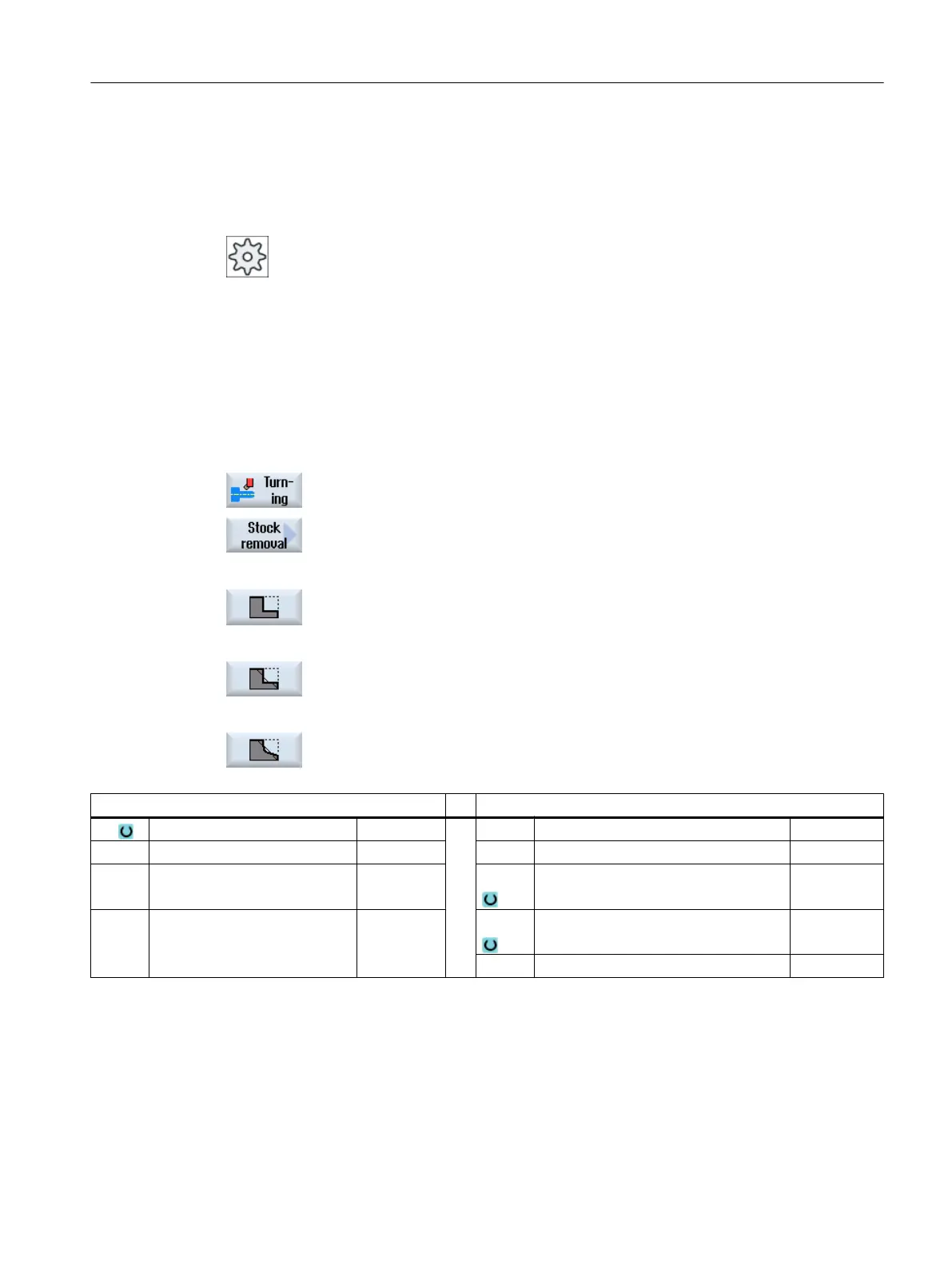
2. Press the "Turning" softkey.
3. Press the "Stock removal" softkey.
The "Stock Removal" input window opens.
4. Select one of the three stock removal cycles via the softkeys:
Simple straight stock removal cycle.
The "Stock removal 1" input window opens.
- OR -
Straight stock removal cycle with radii or chamfers.
The "Stock removal 2" input window opens.
- OR -
Stock removal cycle with oblique lines, radii, or chamfers.
The "Stock Removal 3" input window opens.
G code program parameters ShopMill program parameters
PL Machining plane T
SC Safety clearance mm D Cutting edge number
F Feedrate * F Feedrate mm/min
mm/rev
S / V Spindle speed or constant cutting rate rpm
m/min
Programming technological functions (cycles)
10.4 Turning - milling/turning machine
Milling
Operating Manual, 08/2018, 6FC5398-7CP41-0BA0 515
 Loading...
Loading...

















