Page 66 Milltronics SF 500 - INSTRUCTION MANUAL 7ML19985CN01
mmmmm
Batching
Batching
The batching process, as it relates to the SF 500 operation, can be defined as the transfer
of a predetermined quantity of material.
The process supports a count up operation (P560), in that the total (totalizer 5) begins at
zero and increments up to the programmed setpoint (P564). A relay (RL1 through 5)
programmed as the batch setpoint function (P100 = 8) is actuated when the material total
reaches the setpoint. The relay contact acts as an interlock to the material feed to end
the batch.
Another relay can be programmed as a pre-warn alarm (P100 = 7), to alert the process
that batch end is near. The relay is actuated when the material total reaches the pre-
warn setpoint (P567) at some practical value below the batch setpoint). The pre-warn
function is enabled / disabled from the batch process through P566.
For batch operations, the following must be addressed:
• connections
• programming
•operation
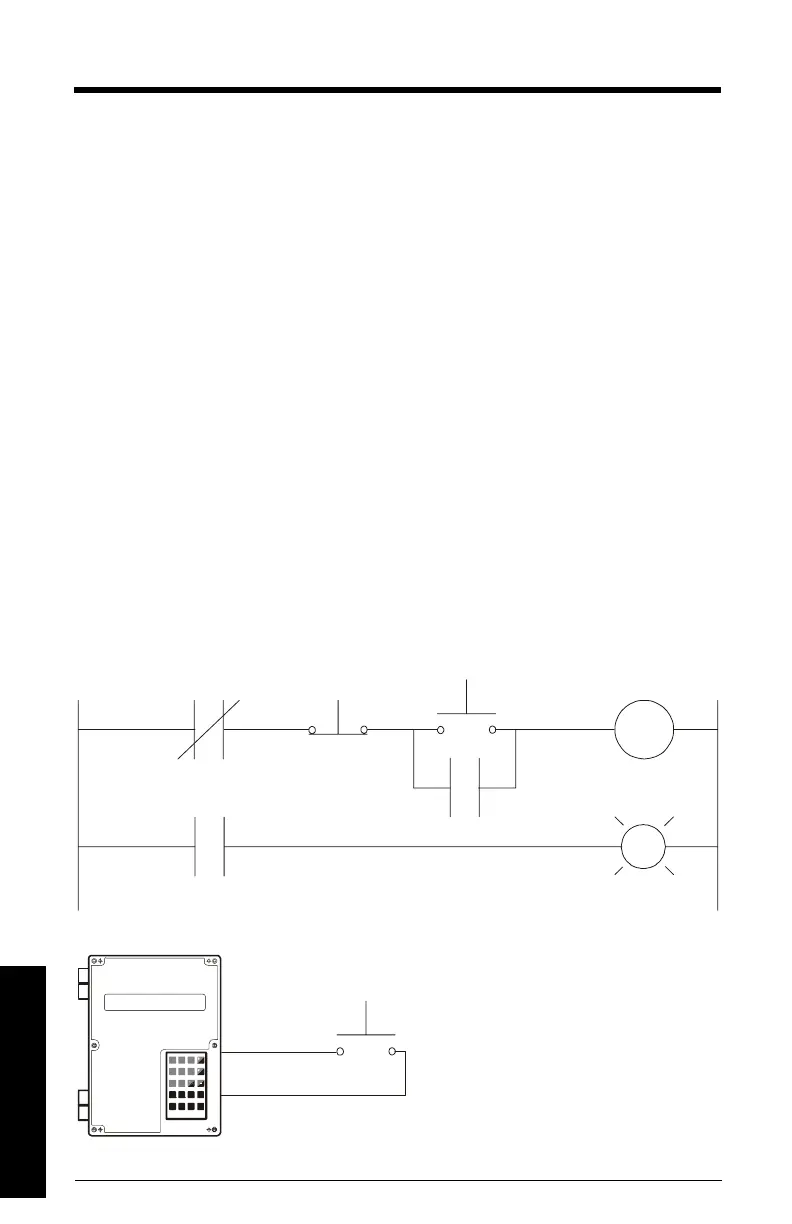
Connections
Typical Ladder Logic
1
5
9
2
6
0
3
7
4
8
M
A
RU N
ALT
DI SP
PAR
RESET
TOTAL
ZERO
CLEA R
SPAN
ENTER
SF 500 / RL1*
batch stop
47 48
49
50
24
♦
29
♦
stop
start
motor contactor /
MC1
alarm
MC1
SF 500 / RL2*
pre-warn
SF 500/
aux 1
batch reset
* Typical relay assignment. Relays 1-5 are
available for batch setpoint or pre-warn
alarm function.
♦
Typical auxiliary input assignment.
Inputs 1- 5 are available for batch reset.