3
Programming with ShopMill 10.04
3.1 Basics of
ro
rammin
3
Siemens AG, 2004. All rights reserved
3-172 SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition
Tool radius compensation
The tool radius compensation is automatically included in the cycles
except for path milling. You can machine with or without radius
compensation in conjunction with the "Path milling" and "Line"
functions. In the case of the "Line" function, the tool radius
compensation has a modal action, i.e. it is not automatically
deactivated again.
Radius compensation left of contour
Radius compensation right of contour
Radius compensation off
Radius compensation is retained
as set
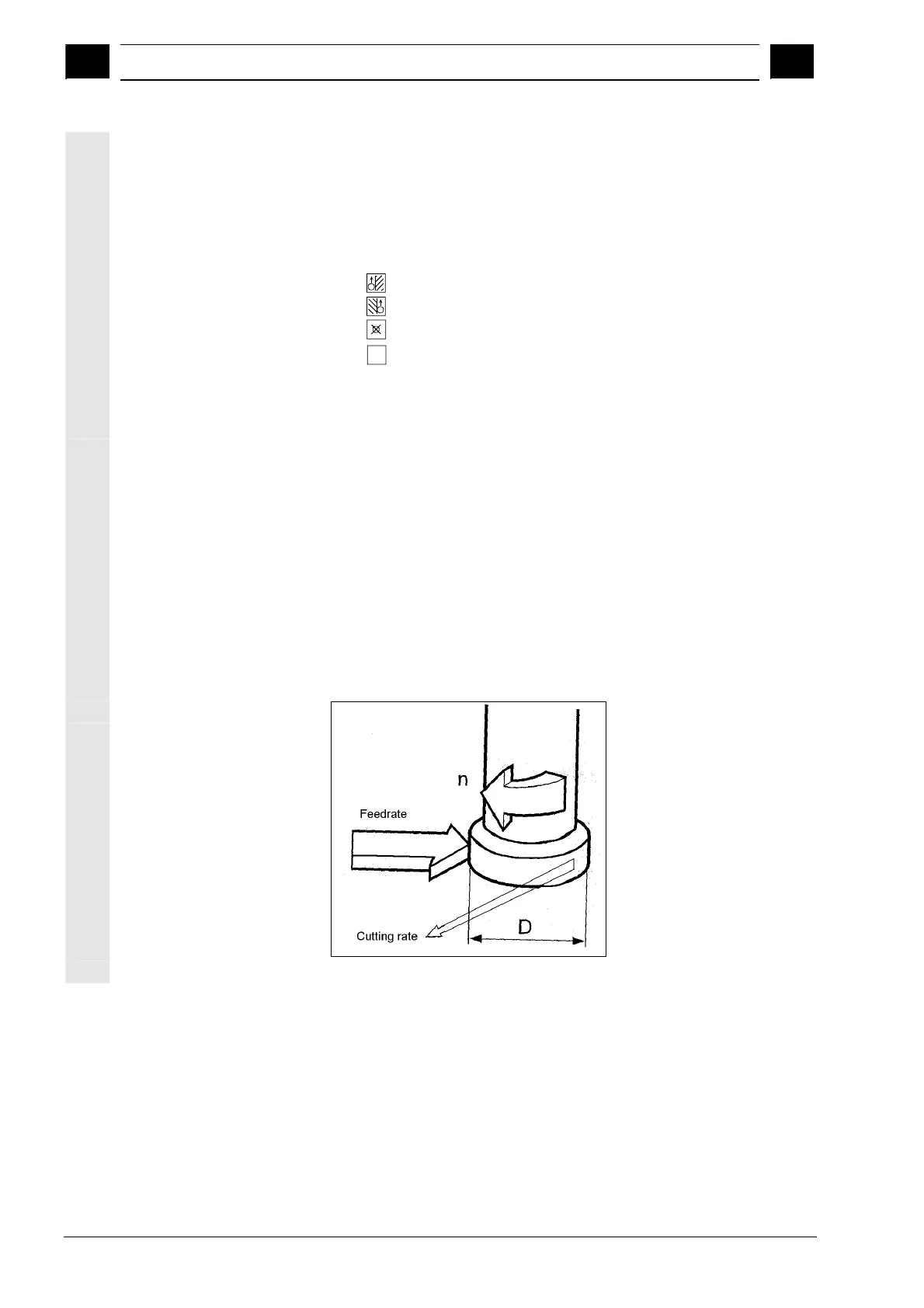
Spindle speed
The spindle speed (S) determines the number of spindle rotations per
minute. The CW/CCW setting is made in the tool list in ShopMill.
Programming:
The spindle speed is input when a new tool is loaded into the spindle.
As an alternative to spindle speed, a cutting rate (V) can be specified
in m/min.
Spindle start/spindle stop:
The spindle is started directly after a new tool has been loaded. It is
stopped on Reset, end of program or tool change.
Cutting rate
Peripheral speed at which the tool cutting edge machines the
workpiece. Cutting rates (V) are specified in m/min.
Cutting rate

 Loading...
Loading...



















