3
10.04 Programming with ShopMill
3.1 Basics of
ro
rammin
3
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 3-173
Traversing at rapid
traverse
The programmed path is traversed along a straight line at the fastest
possible velocity without the workpiece being machined. Rapid
traverse is a non-modal command, i.e. if you want the axis to traverse
rapidly in the next block, then you must enter "Rapid traverse" as
feedrate (F) again.
If you do not program a feedrate or rapid traverse, the axis is
automatically traversed at the last programmed feed value (machining
feedrate).
Traversing at feedrate
(machining feedrate)
The tool travels at the programmed feedrate F along a straight line or
on a circle to the programmed end point and then machines the
workpiece. Machining feedrates (F) are specified in mm/min, mm/rev
or mm/tooth. The feedrate for milling cycles is automatically converted
on switchover from mm/min to mm/rev and vice versa.
With milling cycles, the feedrate for rough cutting is relative to the
milling tool center point. This also applies to finish cutting, with the
exception of concave curves where the feedrate is relative to the
cutting edge (contact point between milling tool and workpiece).
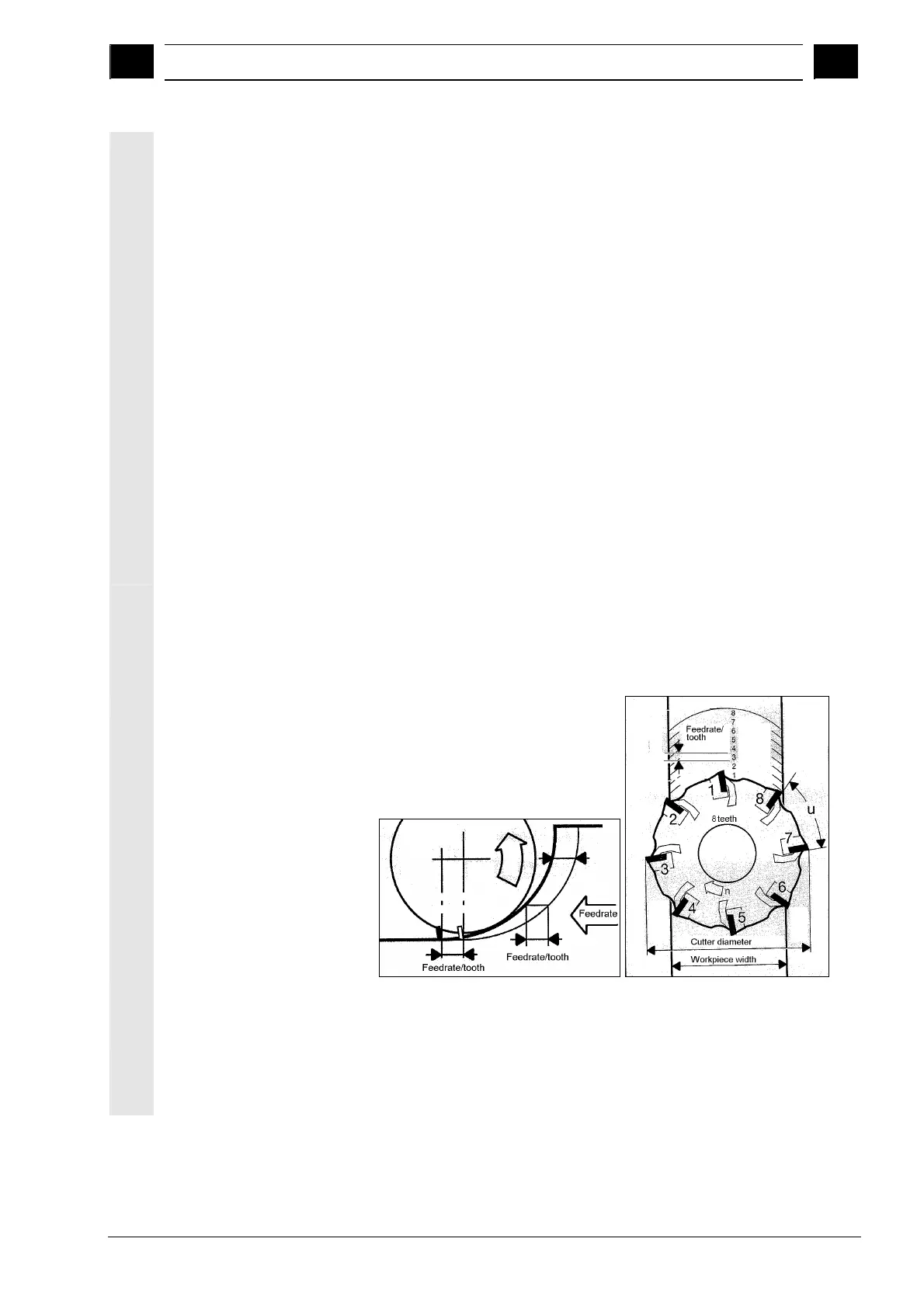
Feedrate in mm/tooth
Mills are multi-edged tools. For this reason, a value must be found
which guarantees that each cutting edge can machine the workpiece
under the best possible conditions. Feed per tooth corresponds to the
linear path traversed by the mill when a tooth is engaged. Feed per
tooth is also the effective distance covered by the table feed between
the engagement of two successive cutting edges.
Feedrate in mm/tooth
The machining feedrate is modal, i.e. even if the machining process
changes, you need not enter a new feedrate if the feedrate
programmed in the preceding block is still appropriate. This applies
even if you have programmed a rapid traverse command in between.

 Loading...
Loading...



















