9
10.04 Examples
9.4 Exam
le 4: Slot side com
ensation
9
Siemens AG, 2004. All rights reserved
SINUMERIK 840D/840Di/810D Operation/Programming ShopMill (BAS) – 10.04 Edition 9-435
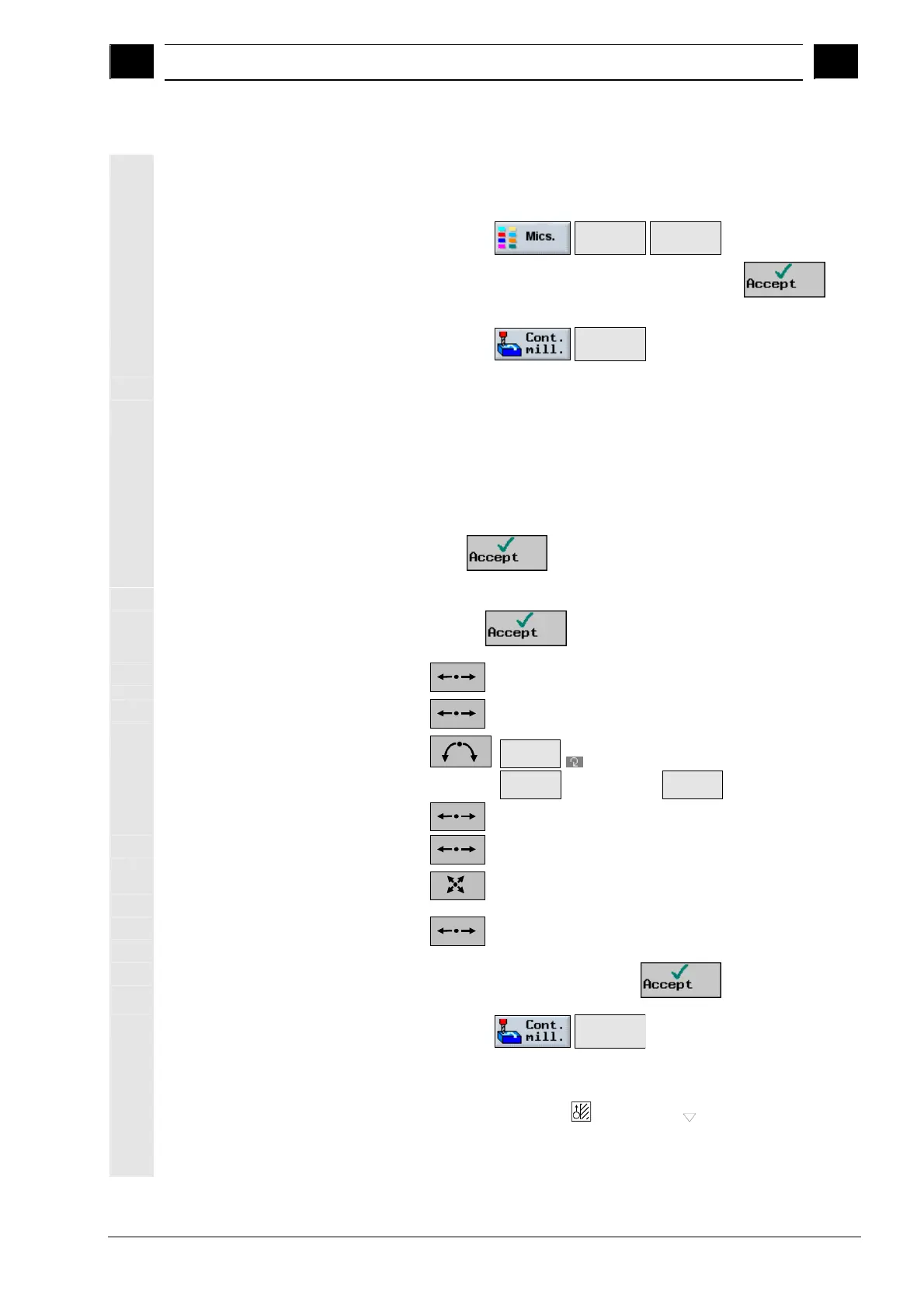
5. Activate the work offset in
the program
Define the work offset for the machining operation on the developed
cylinder surface (shift zero point to the zero point on the workpiece
drawing).
• Select via the
Transfor-
mations>
Work
offset >
softkeys
• Select the required work offset and then press the
softkey.
6. Enter contour with contour
calculator
• Select via the
New
contour
softkeys
• Enter the contour name (here: cylinder) and confirm
• Fill out the contour start screen form
Tool axis Z
Cylinder surface yes
∅ 50 X -25 abs Yα 0 abs
Note: Delete the Y value, then enter the Yα value (in this case 0°).
• Press the
softkey.
• Enter the following contour elements and confirm each one by
pressing the
softkey:
1.
X -44 abs
2.
X -25 abs
3.
All
parameters
Yα -35 abs I 0 inc
Select
dialog
(α2 tang.)
Accept
dialog
β2 180°
4.
5.
X -94 abs
6.
X -6 abs Yα 0 abs α1 45°
7.
X -25 abs
• Accept the contour by pressing the
softkey.
7. Path milling
• Select via the
Path
milling
softkeys
• Enter parameters
T CUTTER_8 F 0.2 mm/tooth S 5000 rev/min
Radius compensation
Machining
Z0 25 abs Z1 3 inc DZ 2
UZ 0 UXY 0

 Loading...
Loading...



















