6 Assi
nin
Parameters to the Control and the PLC Pro
ram
6
03.96
6.9 Axes and spindles
6-131
Siemens AG 2000 All Rights Reserved
SINUMERIK 840D Installation and Start-Up Guide (IAD) – 04.00 Edition
Note
Axes which interpolate with one another must have the same following error at
a given velocity. This can be achieved by setting the same K
V
factor or through
dynamic response matching via
MD 32900: DYN_MATCH_ENABLE and
MD 32910: DYN_MATCH_TIME.
References: /FB/, G2, “Velocities, Actual Value Systems, Cycle Times”
If a K
V
factor is already known for the machine in question, this can be set and
checked. To check the factor, the axis acceleration must be reduced via
MD 32300: MAX_AX_ACCEL in order to ensure that the drive does not reach
its current limit during acceleration and braking.
The K
V
factor must also be checked for high speeds of the rotary axis and
spindle (e.g. for spindle positioning, tapping).
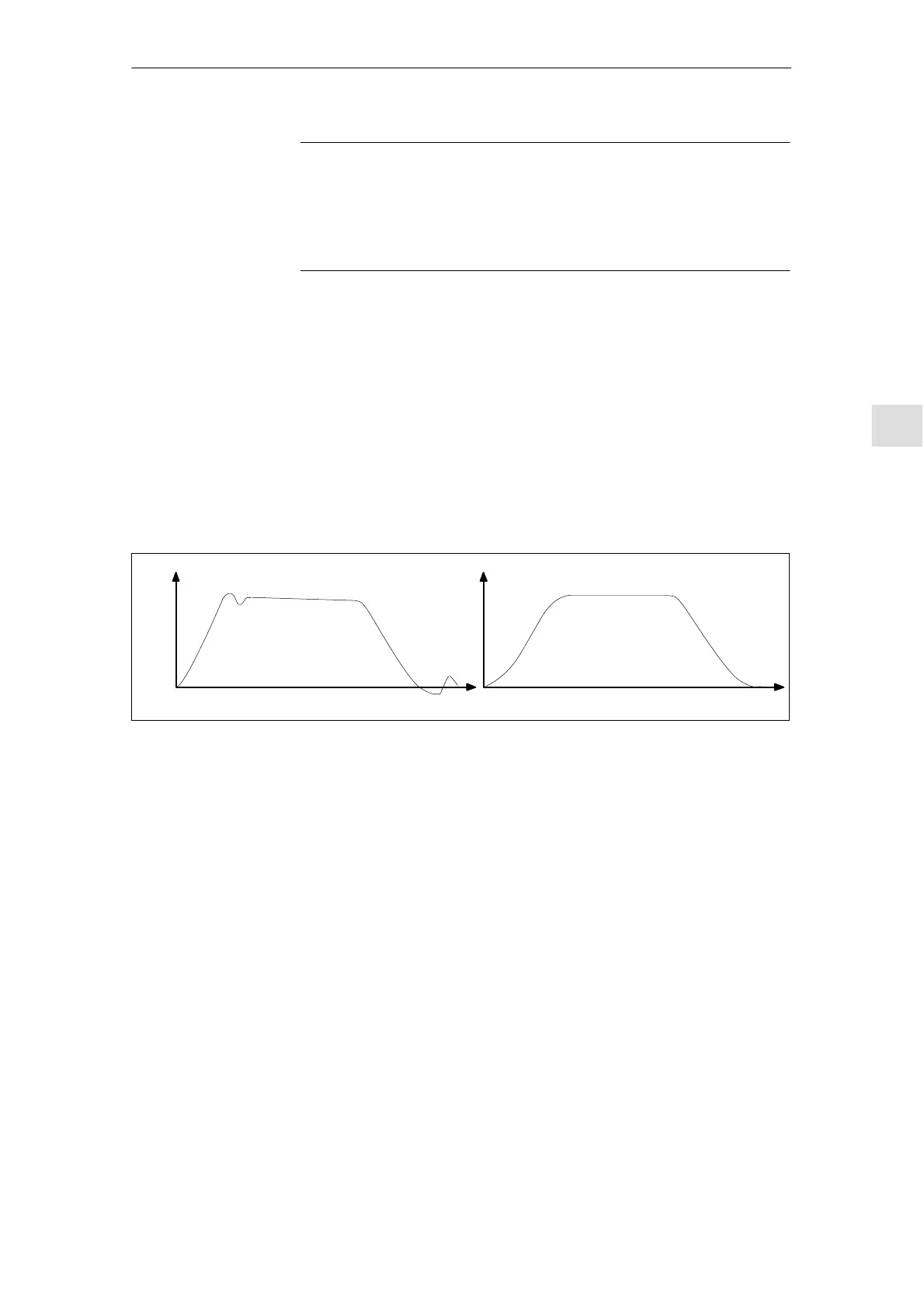
The approach behavior at various speeds can be checked by means of a
storage oscilloscope or the SIMODRIVE 611D start-up software. The speed
setpoint is recorded for this purpose.
n
set
[V]
t [ms]
n
set
[V]
t [ms]
“Badly”“Well”
selected K
V
factor
selected K
V
factor
Fig. 6-17 Speed setpoint characteristic
No overshoots may occur while the drive is approaching the static statuses; this
applies to all speed ranges.
The SIMODRIVE 611D start-up software offers various methods of checking the
K
V
factor (e.g. frequency measurement, speed and position control loop mea-
surement).
S Acceleration too high (current limit is reached)
S Error in speed controller (re-optimization necessary)
S Mechanical backlash
S Mechanical components canted
For safety reasons set the K
V
factor to a little less than the maximum possible
value. Static checking of the K
V
factor is performed with the “Service Axis”
softkey in the “Service Display” menu. The real K
V
factor must precisely match
that set because monitoring functions are derived from the K
V
factor that would
otherwise respond (e.g. contour monitoring).
Checking the
loop gain
Causes of
overshoots in
position control loop

 Loading...
Loading...


























