6 Assi
nin
Parameters to the Control and the PLC Pro
ram
6
03.96
6.9 Axes and spindles
6-132
Siemens AG 2000 All Rights Reserved
SINUMERIK 840D Installation and Start-Up Guide (IAD) – 04.00 Edition
The axes are accelerated and braked at the acceleration value entered in MD
32300: MAX_AX_ACCEL. This value should allow the axes to be accelerated
and positioned rapidly and accurately while ensuring that the machine is not
unduly loaded. The acceleration default settings are in the 0.5 m/s
2
to 2 m/s
2
range.
The acceleration data entered can be either empirical values or the maximum
permissible acceleration values which the user must calculate. The data must
always be checked after entry for which the SIMODRIVE 611D start-up software
and an oscilloscope are required.
MD 32300: MAX_AX_ACCEL
Overshoot-free acceleration and approach with rapid traverse velocity under
maximum load (heavy workpiece).
Via analog outputs (Section 10) or
start-up software for SIMODRIVE 611D
After the acceleration has been entered, the axis is traversed rapidly and the
actual current values and current setpoint are recorded. This recording shows
whether the drive reaches the current limit. While traversing rapidly, the drive
may reach the current limit briefly. However, the current must be well below the
current limit before the rapid traverse velocity or the final position is reached.
Slight load changes during machining must not cause the current limit to be
reached. Excessive current during machining causes falsification of the contour.
It is therefore advisable in this case as well to enter a slightly lower acceleration
value in the MD than the maximum permissible value. Axes can be assigned
different acceleration values even if they do interpolate with one another.
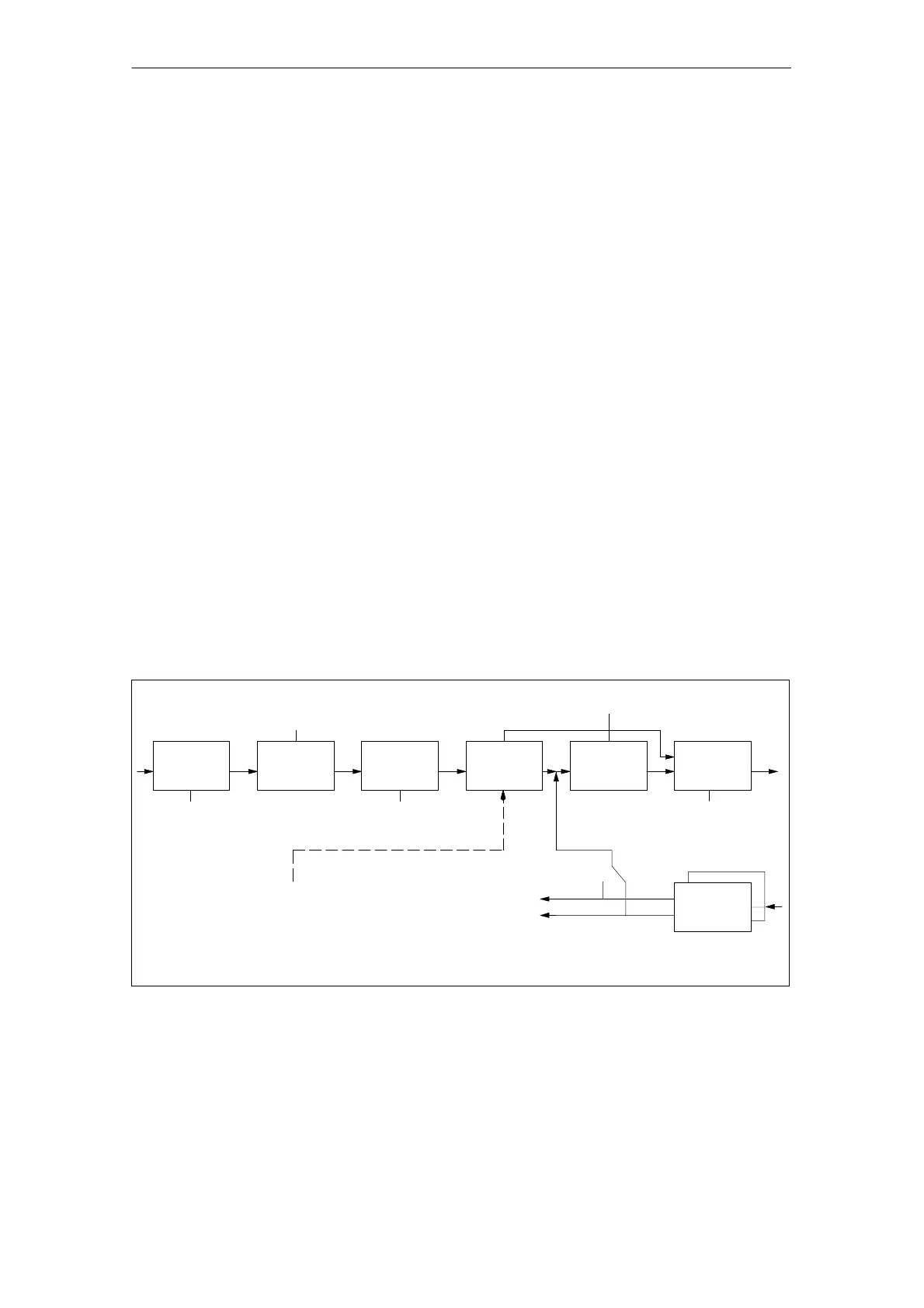
Fine
inter–
polation
Jerk
limitation
Dynamic
Feedforward
control
Speed
setpoint
processing
Actual value
processing
tung
IS position
meas.
system 1/2
MD32400 AX_JERK_ENABLE
MD32410 AX_JERK_TIME
MD32200 POSCTRL_GAIN
MD33000
FIPO_TYPE
MD32900 DYN_MATCH_ENABLE
MD32910 DYN_MATCH_TIME
MD32620 FFW_MODE
MD32630 FFW_ACTIVATION_MODE
MD32610 VELO_FFW_WEIGHT
MD32650 AX_INERTIA
MD32810 EQUIV_SPEEDCTRL_TIME
MD32800 EQUIV_CURRCTRL_TIME
MD32100 AX_MOTION_DIR
MD32500 FRICT_COMP_ENABLE
MD32110 ENC_FEEDBACK_POL
MD32700 ENC_COMP_ENABLE
MD32450 BACKLASH
response
matching
Closed loop
control
Fig. 6-18 Additional parameters for position control
Acceleration
Checking and
calculating
acceleration
values
Setting
Identification
Measurement

 Loading...
Loading...


























