EX-TRAFIRE
®
125HD 7 Operation of the power supply
EN - 29
7.7 Gouging
Gouging can remove welding seams and achieve a controlled gouge
profile. The gouge profile can be influenced by the actions in the following
table:
7.7.1 Table for FHT-EX
®
125TT material removal
Gouge profile Actions
Narrower and flatter
Reduce current or increase speed.
Narrower and
deeper
Reduce the distance between the torch and
workpiece or hold the cutting torch at larger
angle to workpiece.
Wider and deeper
Increase current or reduce the speed.
Wider and shallower
Increase the distance between the cutting torch
and workpiece or hold the cutting torch at
flatter angle to the workpiece.
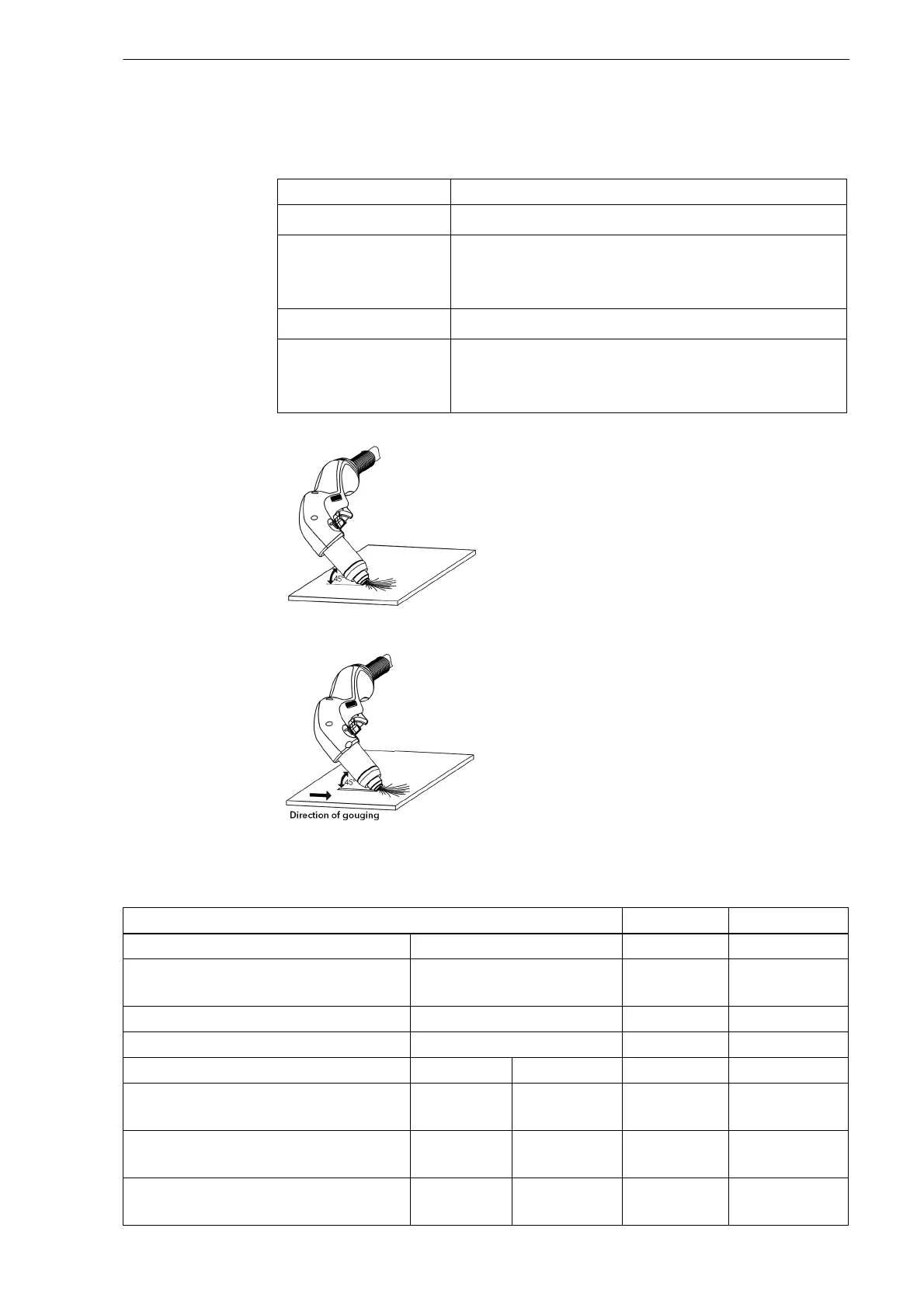
1 Use gouging consumables suitable
to the cutting torch being used.
2 Hold the cutting torch at an angle of
30 to 35° inclined to the workpiece.
3 Hold the nozzle close enough to the
workpiece so that it touches the
workpiece.
4 Press the torch trigger to ignite the
arc.
5 Continue to hold the cutting torch at
an angle of 30 to 35° to the
workpiece and move it in the
direction of the material to be
removed.
Table 10 Table for FHT-EX
®
125TT material removal
Gouging parameters
(Dynamic) air pressure 2.7 bar
Distance between cutting torch and
workpiece
As close as possible
Angle of cutting torch to workpiece 30–35 °
Speed 0.6 m/min.
Current 65 A 85 A 105 A 125 A
Removal rate for mild steels Approx.
0.6 kg/hr
Approx.
2.8 kg/hr
Approx.
4.2 kg/hr
Approx.
8.0 kg/hr
Width of gouge Approx.
5.8 mm
Approx.
6.0 mm
Approx.
6.3 mm
Approx.
6.9 mm
Depth of gouge Approx.
1.2 mm
Approx.
3.8 mm
Approx.
5.0 mm
Approx.
6.2 mm