Assembly of A132098430
Tools : Pipe, hammer, adjustable
wrench, pliers torque meter, snap
ring pliers.
• Assemble inner ring (17) on
shaft (11), using a pipe and
hammer. The front inner ring
(17) surface have to be placed
to 50.8 mm from the end of
the surface shaft (11).
• Assemble protective washer
(20), shim (4), gear (7).
• Assemble castle nut (3) and
screw it, against the gear (7)
surface.
• Assemble cotter pin (21) and
bend it, with a pliers.
• Fill with Disulfide grease the
taper roller bearing (17).
Assembly of A132098430
• Apply adhesive tape on
extension threads (9) in order
to prevent any damage to oil
seal lip (32). (figure 2.1)
• Assemble pre-mounted
extension (9) with pre-
mounted extension (14).
• Fill with grease NGLI2 the
taper roller bearings (18).
• Assemble inner ring (18),
using a pipe and hammer.
• Apply Loctite 270 film on
threads locknut (13).
• Assemble and screw the
locknut (13).
• Hit the extension in order to
set the axis.
• Verify the axial preload taper
roller bearings that must be
110÷120 kgcm.
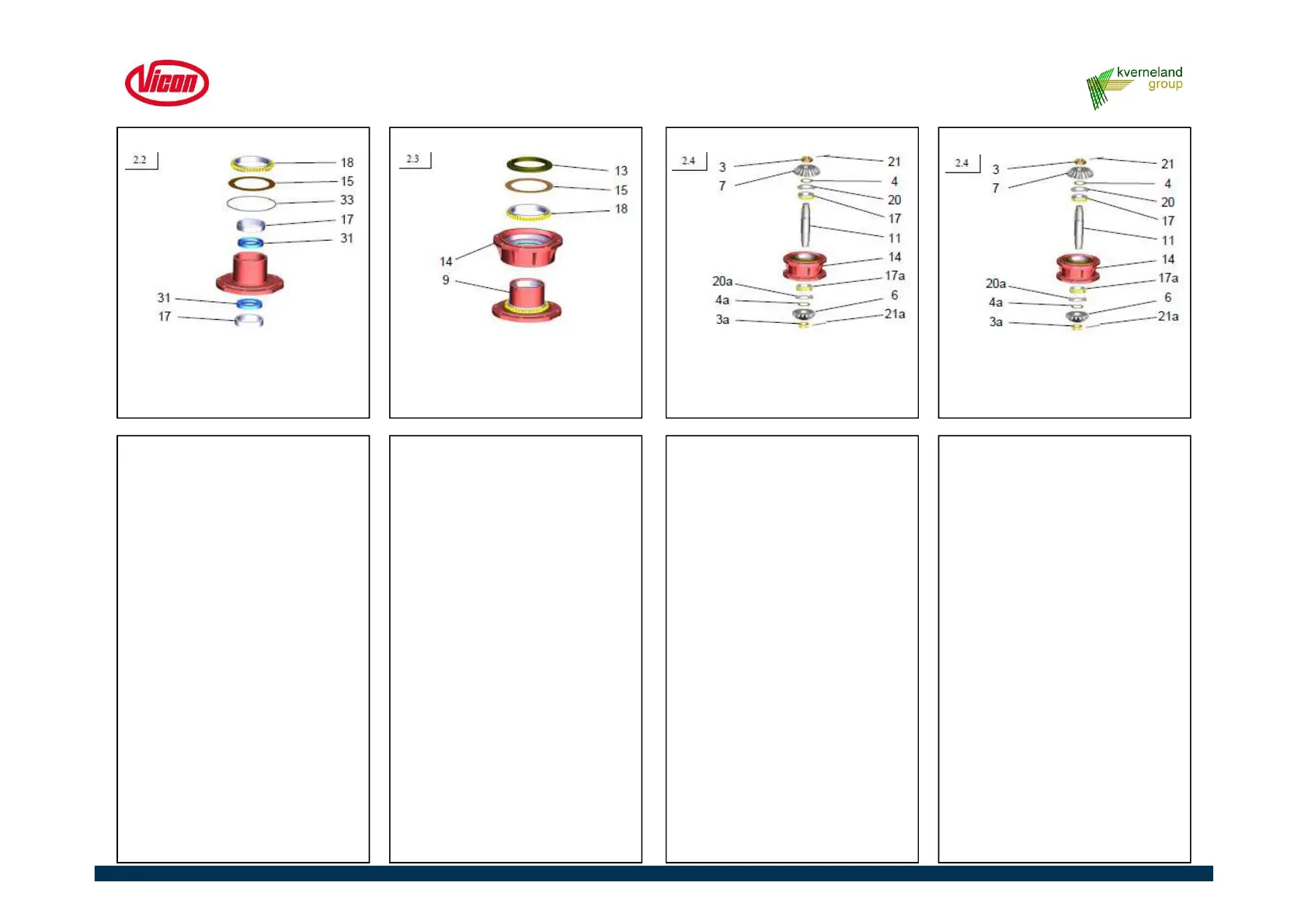
Assembly of A132098430
• Assemble protective washer
(15) and inner ring (18) using
a pipe and hammer, on
extension.
• Assemble oil seals (31) inside
extension, using pipe and
hammer.
• Assemble outer rings (17)
inside extension, using pipe
and hammer.
• Apply grease film on o-ring
(33), assemble o-ring (33).
Assembly of A132098430
• Assemble pre-mounted shaft
(11), inside extension (14),
inner ring (17a), fill with
Disulfide grease the space
between taper roller bearing
(17a) and oil seal (31).(figure
2.2)
• Assemble protective washer
(20a), shim (4a), gear (6).
• Screw castle nut (3a) in order
to obtain a value preload
superior of 12 Kgcm.
• Hit the shaft (11) from both
sides, in order to set the axis.
• Check the axis preload value,
screw or unscrew the castle
nut, in order to obtain an axis
value preload of 5÷12 kgcm.
• Assemble cotter pin (21a) and
bend it.
4.6 Repair of swivel gearbox
47
 Loading...
Loading...







