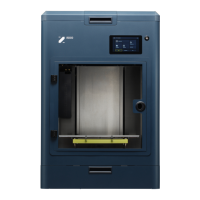
Product Manual - ZMORPH i500 back to table of content
>>
51
Service instructions
To Do Tools Frequency Solution
Calibrating (leveling)
the worktable
when noticeable problems
with layer adhesion
Cleaning the nozzle
surface from dirt and
material residues
▪ Tweezers,
▪ brush
Before each job Remove any residual
material from the heated
nozzle with tweezers. If the
leftover material cannot be
removed with tweezers,
a wire brush can also be
used.
Nozzle (interior) cleaning ▪ drill 0.4mm or 0.6mm After each material spool After using the whole spool
of material, burnt material
may begin to settle on the
internal walls of the nozzle.
To avoid clogging clean the
nozzle with a drill pushing
it inside the nozzle from
below in a few moves.
Then, pass through the
nozzle a few centimeters
of material.
Checking the friction on
the X and Y axis
Every 1500 working hours This is done while the
machine is switched o.
Manually move the
toolhead left/right and
front/back to determine
if something is hindering
their movement.
Cleaning the X, Y and Z
axis rails from dirt and
lubricating them
▪ lubricating oil,
▪ PTFE grease,
▪ dry cloth,
▪ paper towel
Every 1500 working hours
Checking the tension of
the timing belts of the
X and Y axis
Every 1500 working hours