27 Bender Operation Manual
11. Slowly move the tool forward until the desired ball is
achieved. This procedure requires careful control.
(See figure 1-B)
12. Retract the die by lifting up on the control handle.
13. Separate the collar from the tubing. Remove tooling
and return to the storage area.
USING THE BFED TOOLS TO MAKE FEMALE
BALL EXPANSIONS
IMPORTANT NOTE:
When making male ball expansions it is
necessary to first install the pipe flange or clamp
around the tube prior to finishing the ends.
The BFED-134/214 & BFED-200/212 are forming tools
for flaring pipe ends to make female ball expansions.
Each tool is “stepped” and has the ability to flare two dif-
ferent sizes. The BFED-134/212 is used for tubing sizes
1-3/4” and 2-1/2” while the BFED-134/214 is used for
tubing sizes 1-3/4” and 2-1/4”.
Follow these steps to produce female ball expansions
using the BFED dies. See chart on page 12 for typical
end finishing illustrations.
1. Retract the swager cylinder completely by lifting the
valve handle up.
2. Install the required BFED for the appropriate tubing
size on the ST-1 adapter attached to the end of the
cylinder shaft.
3. Install the required HAC adapter collar around the
tubing and position within the swager clamp blocks.
4. Leave at least three inches of tubing extended
beyond the inside edge of the adapter collar.
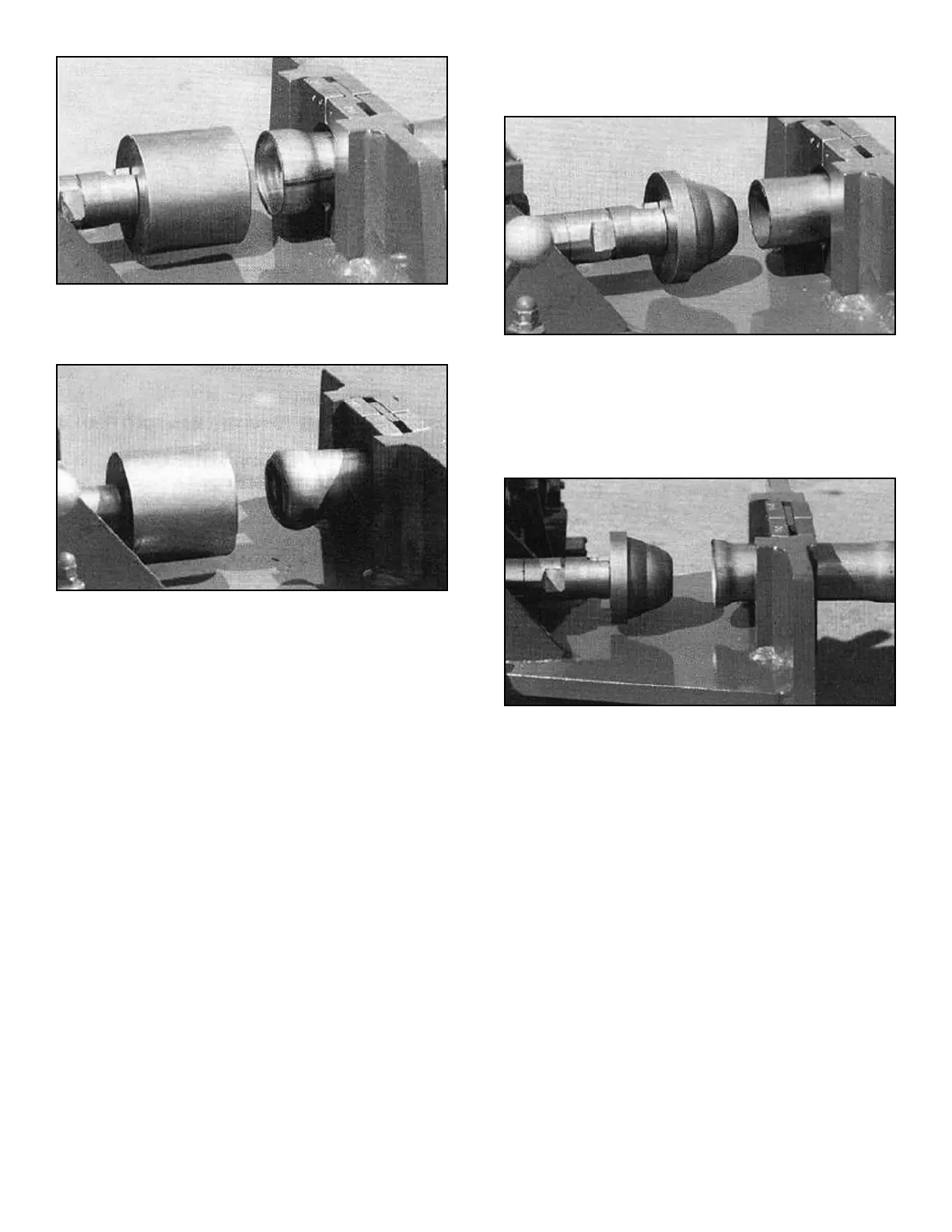
(See figure 2-B)
5. Snug the collar back into the clamp blocks by gently
pushing back on the collar assembly.
6. Slowly, while depressing the valve handle down,
move the shaft forward until the tool enters the
tubing. Be sure that the tool is centered with the
tubing. Continue moving the cylinder forward
until the expansion is formed. (See figure 3-B)
7. After the tubing has been expanded, retract the die
by lifting up on the control handle. Separate the collar
from the tubing. Remove tooling and return to the
storage area.
USING THE HPF-300 TOOL TO MAKE
45 DEGREE FLARES AND FLAT FLARES
IMPORTANT NOTE:
When making 45 degree flares and flat flares it is
necessary to first install the pipe flange or clamp
around the tube prior to finishing the ends.
Follow these steps to produce flares using the HPF-300
tool. See chart on page 12 for typical end finishing illustra-
tions.
1. Retract the swager cylinder completely by lifting the
valve handle up.
2. Install the HPF-300 tool on the ST-1 adapter attached
to the end of the cylinder shaft.
3. Install the required HAC adapter collar around the
tubing and position within the swager clamp blocks.
Bender Operation Manual 27
Figure 3-A
Figure 1-B
Figure 2-B
Figure 3-B