NOTE: Be careful not to destroy any areas that may be able to be used as backer panels.
3. If panel is attached with adhesive, you may use heat, from a non-flame heat source, up to 204°C. (400F°).
This will aid in loosening the bond.
4. Use an air chisel with a flat bladed bit to remove original panel.
5. Using a hammer and dolly, restore any and all damage to mating surfaces.
6. Create backer panels to be used at butt joints. Refer to
Backer Panel Joint.
NOTE: It will be difficult to abrade the underside mating surface of the original panel, where backer
panel is to be used, however this is important step and should be done effectively.
7. Grind all mating surfaces with a 50 grit grinding disk. Remove all adhesive, sealers, paint, E-coating and
corrosion protective coatings from the area where the structural adhesive and welds will be applied. The
metal should be completely bare and shiny in appearance, if the metal appears pewter in color all of the
galvanized coating has not been removed.
8. Pre- drill any GMAW plug / puddle weld holes that may be necessary, with a 8 mm. (5/16 in.) hole.
9. With the aid of an assistant, dry fit the panel. Apply clamps or Clecos to hold panel in place, making note of
locations. Install screws or Clecos where accessibility prohibits the use of clamps. This will aid in proper
alignment during installation.
10. Without a mixing tip installed, purge a small amount of structural adhesive from the cartridge. This will ensure
an even flow of both components.
11. Attach a mixing tip and dispense a mixing tube’s length of adhesive from the cartridge.
NOTE: Using scrap metal and adhesive, make test coupon samples and perform peel test to ensure
your STRSW equipment is ready to apply welds as required. The Weld/Weld Bonding section
will provide further information on peel testing and equipment set-up,
(Refer to Collision Infor-
mation - Standard Procedure)
NOTE: Refer to the structural adhesives manufacturer for information on work, handling and curing
times.
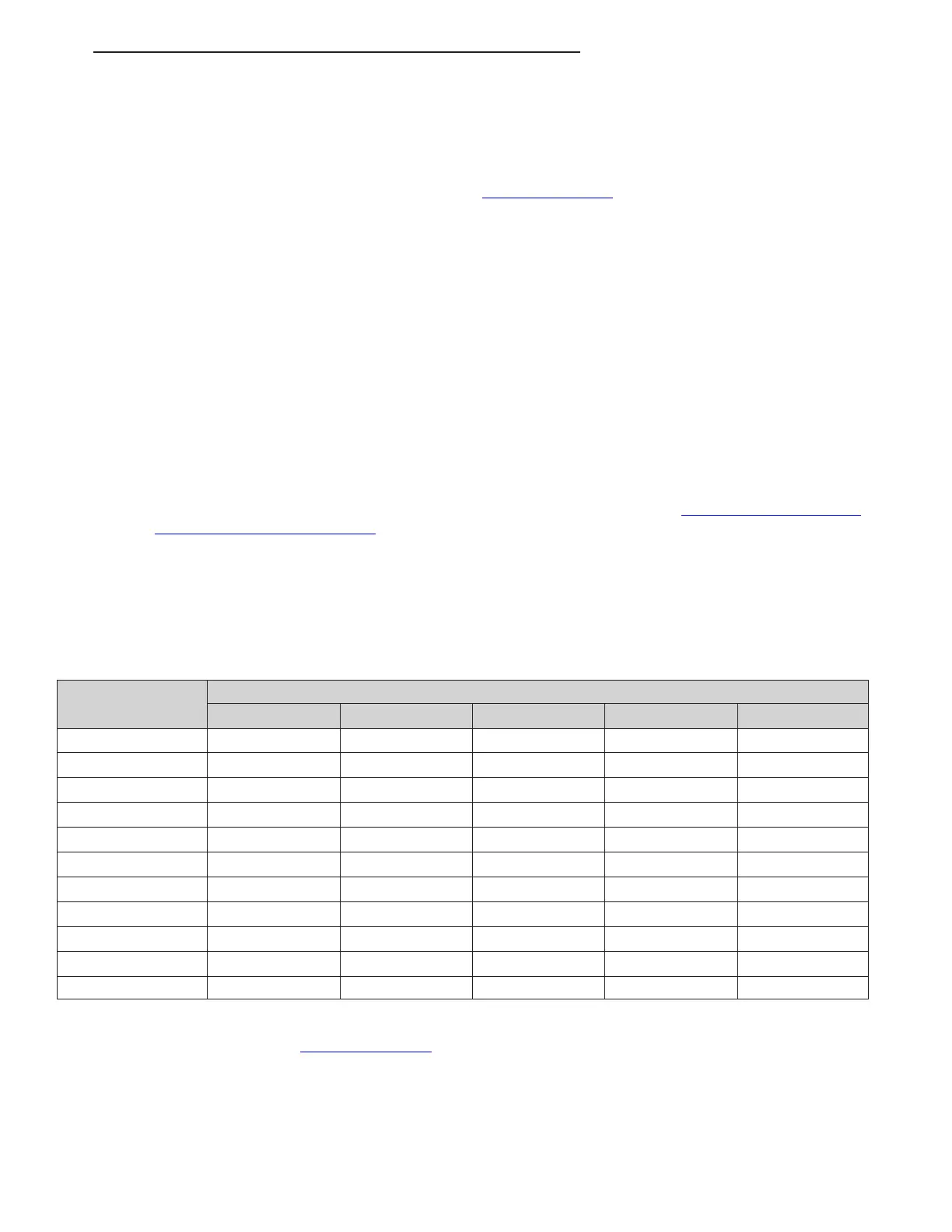
LORD Fusor 2098 Curing Chart
Cure Time x Cure Temperature = Pounds Per Square Inch
CURE TIME CURE TEMPERATURE
10°C (50°F) 21°C (70°F) 38°C (100°F) 65°C (150°F) 65°C (200°F)
10-minutes X X X 5.7 psi 1689.4 psi
20-minutes X X 0.0 psi 1199.3 psi 3175.2 psi
40-minutes X X 0.0 psi 2710.0 psi 3574.7 psi
1-hour X X 49.1 psi 2925.7 psi X
2-hours X X 1368.7 psi 3776.1 psi X
4-hours X 23.8 psi 2713.2 psi X X
5-hours X 90.4 psi X X X
6-hours X 292.0 psi X X X
8-hours 39.1 psi 914.5 psi X X X
16-hours 754.1 psi 1758.2 psi X X X
1-day 1571.1 psi 2656.2 psi X X X
Installation:
12. Install backer panels, refer to
Backer Panel Joint
13. Apply 10 - 13 mm. (3/8 - 1/2 in.) bead of structural adhesive to the area where the two panels are to be
bonded and weld bonded. Do not apply to areas that will only be STRSW or GMAW welded.
14. Smooth the adhesive with a body filler spreader or equivalent, to cover all bare metal surfaces. Apply a second
bead of adhesive to ensure proper adhesive thickness.
NOTE: Adjustments must be made by sliding, not lifting the panel(s). Lifting will cause air bubbles
and weaken the bond.
15. With the aid of an assistant place the panel to the vehicle. If the panel needs to be adjusted, slide the panel.
RU 31 - Collision Information 31 - 25