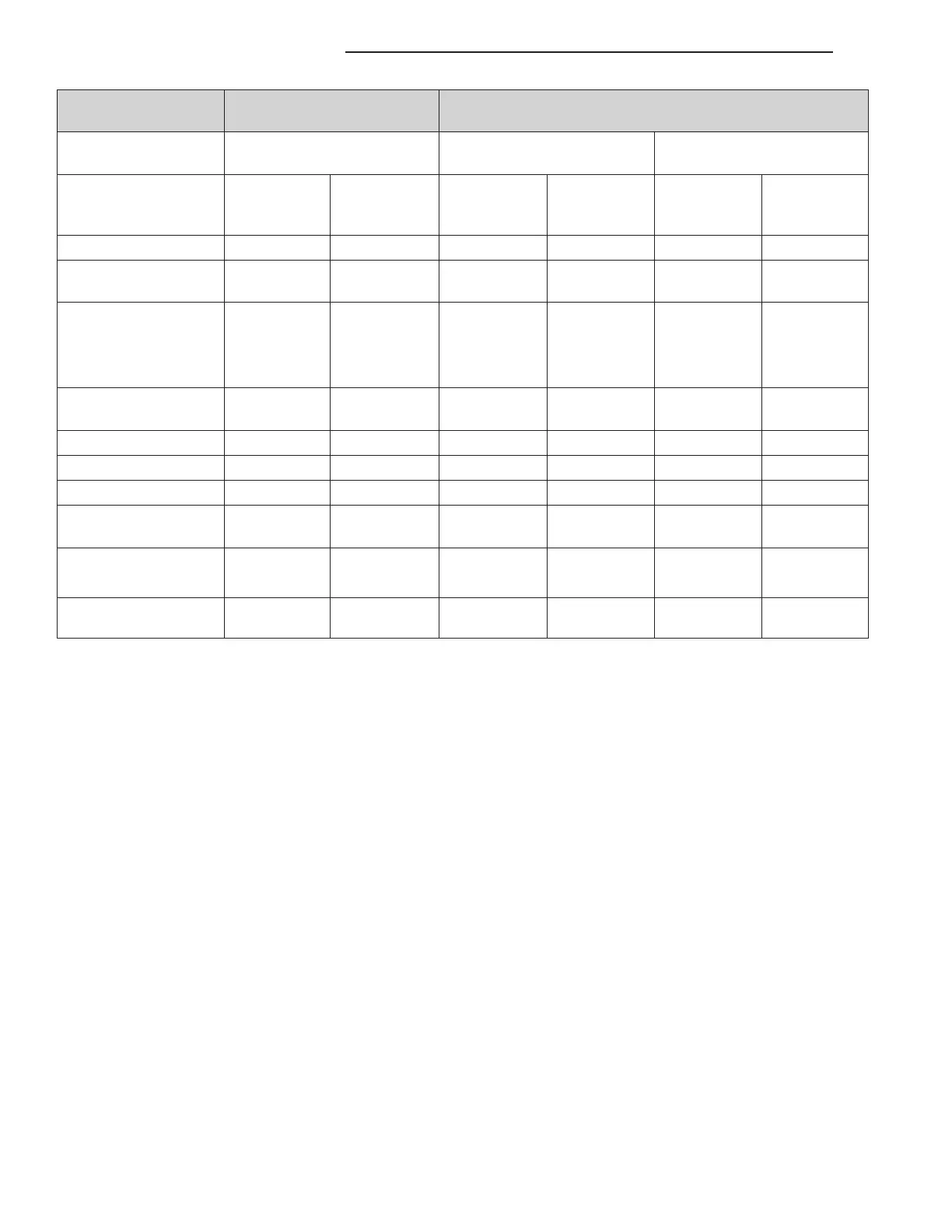
COMPONENT
PARTS
TRUCK FRAME
BODYSHELL EXTERIOR & UNDERBODY
PANELS
Material Thickness
Range
2 mm - 4 mm 0.6 mm - 1.02 mm >1.02 mm - 3.0 mm
ELECTRODE TYPE
(AWS SPEC. A5.18)
AWS
CLASS.
ER70S-6
AWS
CLASS.
E71T-11
AWS
CLASS.
ER70S-6
AWS
CLASS.
ERCuAl-A2
AWS
CLASS.
ER70S-6
AWS
CLASS.
E71T-11
ELECTRODE SIZE 0.035 0.045 0.023 - 0.025 0.035 0.035 0.045
ELECTRODE
MAKER
LincolnT
LincolnT
NR-211-MP
LincolnT LincolnT
LincolnT
NR-211-MP
WIRE FEED SPEED
(in/min)
245-250 Vertical
Down
110 Vertical
Down
95-115 All
Welds
150-155 Flat
& Horizontal
245-250 Vertical
Down
110 Vertical
Down
70-90 Flat &
Horizontal
70-90 Flat &
Horizontal
70-90 Flat &
Horizontal
70-90 Flat &
Horizontal
TRAVEL SPEED
(in/min)
10
VOLTAGE 19-20 15-18 16-19 18-19 19-20 15-18
POLARITY DCEP DCEN DCEP DCEP DCEP DCEN
GAS FLOW (cfh) 25-35 N/A 25-35 25-35 25-35 N/A
ELECTRICAL
STICKOUT (in)
1/2 - 5/8 3/8 - 1/2 1/2 - 5/8 5/8 - 3/4 1/2- 5/8 3/8 - 1/2
GAS TYPE 75% Ar N/A 75% Ar 100% Ar 75% Ar N/A
25% CO2 25% CO2 25% CO2
TYPE OF ARC
TRANSFER
Short Circuit Short Circuit Pulse Short Circuit
These Procedure Specifications are appropriate as of this publication. Procedures may be superseded with new
spec’s at a later date.
Always process to the Thinner Material Thickness (TMT)
All persons performing welding must be qualified to weld in all positions.
NOTE:
1. Must remove Zinc Coating on both sides of metal at the weld zone.
2. MAG Braze welding process requires use of Pulse ArcT or STTT welding machine.
Equipment Requirements
• The preferred GMAW welder will be a 220V. unit with minimum output capacity of 150 amps (250 amps
suggested to avoid equipment limitations).
Limitations
• Welds must be "dressed", or ground down before applying topcoats.
• GMAW cannot weld through paints, sealers, or adhesives. Additionally, the zinc used in coated steels can lead
to reduced weld strength due to porosity. This porosity problem on materials with heavy coatings can be dealt
with by using FCAW.
• Due to the heat affected zone, structural adhesives cannot be applied within 25mm. (1in.) of GMAW welds.
Testing
• Weld coupons identical to the repair situation need to be created to help set up the welding equipment and
weld process. These coupons then should be destructively tested to ensure proper quality welds are being
made.
Post Weld Procedures
• When welding has been completed, welds in cosmetic locations must be dressed.
• Welds will need to be smoothed down to the height of the surrounding panel without any thinning of the sheet
metal. This can be accomplished using one of many sanding or grinding products available in the aftermarket.
• Slag must always be removed prior to refinishing to restore corrosion protection and appearance.
• Corrosion inhibiting materials must be applied to seal the weld zone from future corrosion.
31 - 32 31 - Collision Information RU