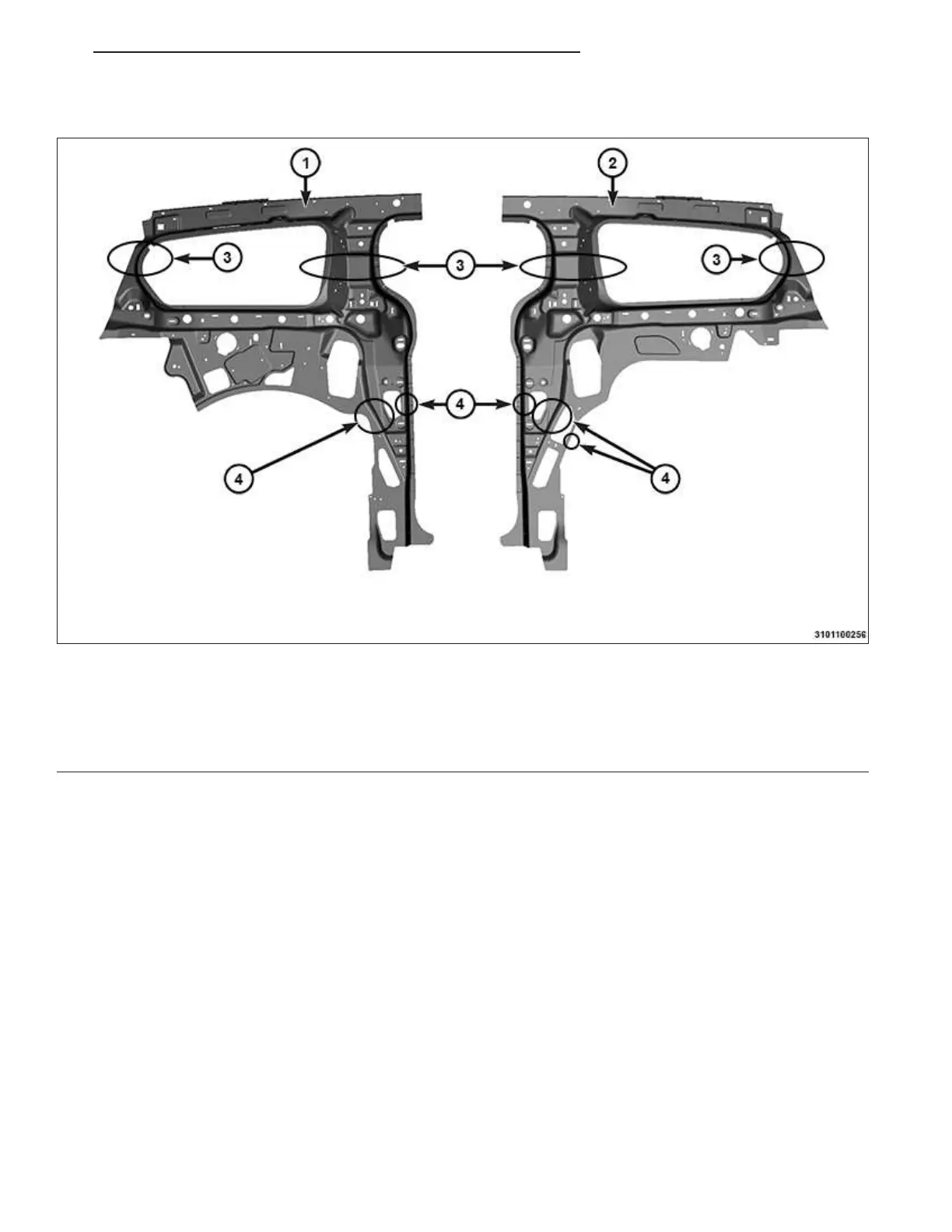
Inner Quarter Panel
1 - Right Inner Quarter Panel (270 MPa)
2 - Left Inner Quarter Panel (270 MPa)
3 - Upper Sectioning Location (Secondary)
4 - Lower Sectioning Location (Primary)
Outlined areas represent general sectioning areas within.
Sectioning along the lower portions (4) is the preferred locations. When damage extent makes it necessary, section
in the upper secondary locations (3).
NOTE: To prevent warping, apply 25 mm. (1 in.) stitch welds until the sectioning joint is completely
welded.
The inner quarter panel is to be sectioned using modified lap joints. Further information on “Modified Lap Joints“ can
be found in the “Welding and Weld Bonding” section (Refer to Collision Information/Standard Procedure/Welding
and Weld Bonding).
Inner Quarter Panels
RU 31 - Collision Information 31 - 45